Strona 1 z 4
CYCL DEF 12
: 26 kwie 2017, 02:00
autor: gazik 70
Poszukuje propozycji wykorzystania CYCL DEF 12 . Ja mam kilka i chetnie sie podziele.
[ Dodano: 2017-04-26, 02:29 ]
Propozycje i pytania na temat frezowania np. promieni na profilach, fazek na profilach glowicami z plytkami okraglymi, nacinania gwintow frezami do gwintowania, frezowania duzych powierzchni bez pisania skaplikowanego programu, itp Zapraszam do dyskusji. .
Probka programu do frezowania promieni na konturze.
0 BEGIN PGM PROFILRADIUS MM
1 * - Kat startu promienia
2 Q99 = 90
3 * - Krok frezowania promienia
4 Q98 = ( Q202 * 360 ) / ( 2 * PI * Q201 )
5 * - Start w osi Z
6 Q97 = Q203
7 * - Promien zaokraglenia
8 Q96 = Q201
9 * - Posow
10 Q95 = Q207
11 Q94 = Q253
12 ;
13 Q84 = Q203 + Q204
14 ;##############################
15 FN 18: SYSREAD Q20 = ID20 NR1
16 FN 18: SYSREAD Q21 = ID50 NR3 IDXQ20
17 FN 1: Q23 =+Q21 + +Q206
18 FN 1: Q24 =+Q201 + +Q23
19 ;
20 LBL 1
21 FN 6: Q89 = SIN +Q99
22 FN 7: Q88 = COS +Q99
23 FN 3: Q87 =+Q88 * +Q24
24 FN 2: Q87 =+Q87 - +Q24
25 FN 3: Q86 =+Q89 * +Q24
26 FN 2: Q86 =+Q24 - +Q86
27 FN 2: Q86 =+Q203 - +Q86
28 FN 1: Q85 =+Q86 + +Q200
29 FN 1: Q84 =+Q203 + +Q204
: 28 kwie 2017, 18:19
autor: rafa30
witam niewiem do czego ma służyc ten program bo nic nie pokazuje na symulacji????
: 28 kwie 2017, 21:51
autor: gazik 70
Nie wstawilem calego i dla tego nic nie pokazuje na symulacji. A poza tym ta czesc to nie jest program tylko cykl staly. We wlasciwym programie tego nie ma. Jak chcesz wiedziec jak to powinno wygladac wlasciiwie to napisz do mnie na PW i pogadamy.
[ Dodano: 2017-04-28, 22:29 ]
dla zainteresowanych CYCL DEF 12 Sluzy do twozenia wlasnych cykli stalych np. podajesz kilka Q parametrow i planujesz powierzchnie o wymiarach 1000x1000, albo kilka Q parametrow i frezujesz promienie na kazdym profilu lub fazy o dziwnych katach, lbo naprzylad planowanie okraglego detalu z wykorzstaniem spirali archimedesa. Takie cykle wlasnie stworzylem a najlepsze jest to ze dzialaja. Szukam zainteresowanych dla tego ze jeszcze nie do konca je przetestoealem i potrzebuje pomocy zeby wyeliminowac bledy. W wiekszosci cykli uzwalem danych systemowych i nie jestem pewien jak one zachowuja sie na roznych modelach sterownika, ja wszystko robilem na iTNC 530, ale jestem ciekawy czy bedzie to smigac na starszych modelach.
[ Dodano: 2017-04-28, 23:15 ]
Dam probke sprawdzcie to na symulatorze. Program wyglada tak, prosty , prosciej sie nie da. Frezowanie promienia na profilu. Warunek taki, ze w tabeli narzedzi musi byc wpisany promien plytki czyli R2, srednica glowicy akurat w tym pzypadku jest D22 ale to nie ma znaczenia jesli zna sie zasady. Program glowny ma byc zapisany w taki sposob, mozna go modyfikowac nie ma problemu.
[ Dodano: 2017-04-28, 23:17 ]
0 BEGIN PGM PROMIN MM
1 BLK FORM 0.1 Z X-100 Y-100 Z-50
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 10 Z S5000 F2000
4 L Z+200 R0 FMAX M3
5 CYCL DEF 14.0 GEOMETRIA KONTURU
6 CYCL DEF 14.1 PODPR.KONTURU1
7 CYCL DEF 25 KONTUR OTWARTY ~
Q1=-50 ;GLEBOKOSC FREZOWANIA ~
Q3=+0 ;NADDATEK NA STRONE ~
Q5=+0 ;WSPOLRZEDNE POWIERZ. ~
Q7=+50 ;BEZPIECZNA WYSOKOSC ~
Q10=-5 ;GLEBOKOSC DOSUWU ~
Q11=+1000 ;WARTOSC POSUWU WGL. ~
Q12= AUTO ;POSUW PRZY ROZWIERC. ~
Q15=+1 ;RODZAJ FREZOWANIA
8 CYCL CALL
9 L Z+200 R0 FMAX
10 TOOL CALL 11 Z S5000
11 L Z+200 R0 FMAX M3
12 CYCL DEF 14.0 GEOMETRIA KONTURU
13 CYCL DEF 14.1 PODPR.KONTURU1
14 Q207 = 5000 ;Posuw frezowania.
15 Q253 = 1000 ;Posuw zaglebiania.
16 Q201 = 12 ;Promien naroza.
17 Q202 = 1 ;Gestosc sciezki.
18 Q206 = 0.2 ;Naddatek.
19 Q200 = 2 ;Bezp. wzsokosc.
20 Q203 = 0 ;Powierzchnia detalu.
21 Q204 = 100 ;2-ga bezbieczna wysokosc.
22 CYCL DEF 12.0 PGM CALL
23 CYCL DEF 12.1 PGM TNC:\CYCLES\PROFILRADIUS.H
24 CYCL CALL M3
25 L Z+200 R0 FMAX
26 STOP M30
27 *LBL 1 Kontur promienia
28 LBL 1
29 APPR LT X+100 Y-100 LEN20 RL F AUTO
30 L X+50 Y+50
31 RND R20
32 L X-50 Y-50
33 RND R20
34 L X-100 Y+100
35 DEP LT LEN20
36 LBL 0
37 END PGM PROMIN MM
[ Dodano: 2017-04-28, 23:25 ]
A to co teraz wrzucam to jest cykl wiec zrob tak. W katalogu TNC symulatora albo maszyny stworz katalog CYCLES i wrzuc do niego ten program.
0 BEGIN PGM PROFILRADIUS MM
1 * - Kat startu promienia
2 Q99 = 90
3 * - Krok frezowania promienia
4 Q98 = ( Q202 * 360 ) / ( 2 * PI * Q201 )
5 * - Start w osi Z
6 Q97 = Q203
7 * - Promien zaokraglenia
8 Q96 = Q201
9 * - Posow
10 Q95 = Q207
11 Q94 = Q253
12 ;
13 Q84 = Q203 + Q204
14 ;##############################
15 FN 18: SYSREAD Q20 = ID20 NR1
16 FN 18: SYSREAD Q21 = ID50 NR3 IDXQ20
17 FN 1: Q23 =+Q21 + +Q206
18 FN 1: Q24 =+Q201 + +Q23
19 ;
20 LBL 1
21 FN 6: Q89 = SIN +Q99
22 FN 7: Q88 = COS +Q99
23 FN 3: Q87 =+Q88 * +Q24
24 FN 2: Q87 =+Q87 - +Q24
25 FN 3: Q86 =+Q89 * +Q24
26 FN 2: Q86 =+Q24 - +Q86
27 FN 2: Q86 =+Q203 - +Q86
28 FN 1: Q85 =+Q86 + +Q200
29 FN 1: Q84 =+Q203 + +Q204
30 CYCL DEF 25 KONTUR OTWARTY ~
Q1=-Q200 ;GLEBOKOSC FREZOWANIA ~
Q3=+Q87 ;NADDATEK NA STRONE ~
Q5=+Q85 ;WSPOLRZEDNE POWIERZ. ~
Q7=+Q84 ;BEZPIECZNA WYSOKOSC ~
Q10=-Q200 ;GLEBOKOSC DOSUWU ~
Q11=+Q253 ;WARTOSC POSUWU WGL. ~
Q12=+Q207 ;POSUW PRZY ROZWIERC. ~
Q15=+1 ;RODZAJ FREZOWANIA
31 CYCL CALL
32 FN 2: Q99 =+Q99 - +Q98
33 FN 11: IF +Q99 GT +0 GOTO LBL 1
34 FN 9: IF +Q99 EQU +0 GOTO LBL 2
35 FN 12: IF +Q99 LT +0 GOTO LBL 2
36 LBL 2
37 FN 0: Q99 =+0
38 FN 6: Q89 = SIN +Q99
39 FN 7: Q88 = COS +Q99
40 FN 3: Q87 =+Q88 * +Q24
41 FN 2: Q87 =+Q87 - +Q24
42 FN 3: Q86 =+Q89 * +Q24
43 FN 2: Q86 =+Q24 - +Q86
44 FN 2: Q86 =+Q203 - +Q86
45 FN 1: Q85 =+Q86 + +Q200
46 FN 1: Q84 =+Q203 + +Q204
47 CYCL DEF 25 KONTUR OTWARTY ~
Q1=-Q200 ;GLEBOKOSC FREZOWANIA ~
Q3=+Q87 ;NADDATEK NA STRONE ~
Q5=+Q85 ;WSPOLRZEDNE POWIERZ. ~
Q7=+Q84 ;BEZPIECZNA WYSOKOSC ~
Q10=-Q200 ;GLEBOKOSC DOSUWU ~
Q11=+Q253 ;WARTOSC POSUWU WGL. ~
Q12=+Q207 ;POSUW PRZY ROZWIERC. ~
Q15=+1 ;RODZAJ FREZOWANIA
48 CYCL CALL
49 END PGM PROFILRADIUS MM
Zabezpiecz kodem bo on nie moze byc modyfikowany .i wszysko smiga jak nalezy.
[ Dodano: 2017-04-28, 23:27 ]
Mam lepsze pomysly.
: 29 kwie 2017, 18:29
autor: rafa30
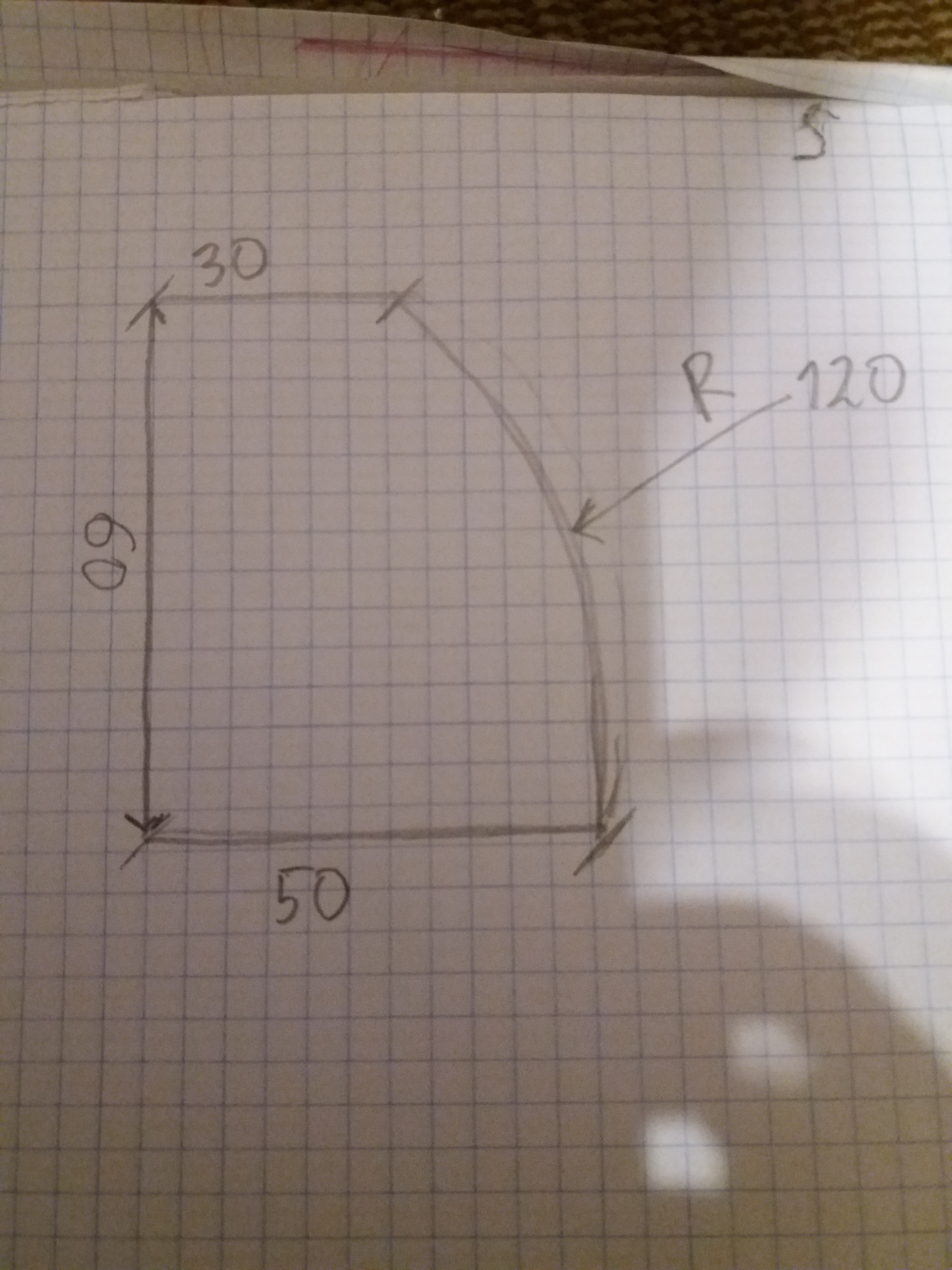
jak zrobic program na taki promien na wałku??
prosił bym o przykładowy program
Dodano: 2017-04-29, 18:34
: 29 kwie 2017, 19:02
autor: gazik 70
Podaj wjecej danych. Promirn, srednicy walka a najlepiej jakis rysunek.
[ Dodano: 2017-04-29, 19:50 ]
Dla zainteresowanych moge przeslac kilka innych cykli na e-mail. Bo potrzebuje pomocy do testow tych cykli , poniewarz mam duzo pracy i sam nie moge ich przeprowadzic.Wszelkie bledy oraz uwagi prosze przekazywac na moj e-mail ii bede je sukcesywnie usowal.
Jesli sa zainteresowani do pomocy to podaje moj e-mail.
[email protected]
: 29 kwie 2017, 21:06
autor: rafa30
to ma tak wyglądać
 [ Dodano: 2017-04-30, 19:13 ]
[ Dodano: 2017-04-30, 19:13 ]
I co nikt zadnego pomyslu na to niema? Ja tez mam z tym problem kombinowalem roznymi sposobami i nic
: 01 maja 2017, 12:18
autor: gazik 70
Wkorzystaj moj cykl.progarm jest napiasany tak ze Y0 i Z0 jest w srodku promienia R120.
program gluwny skopiuj gdzie chcesz potem stworz katalog w katalogu glownym TNC o nazwie CYCLES i wrzuc tam PROFILRADIUS.H
tego cyklu mozesz uzywac do kazdego rodzaju proienia.
pamietaj tylko zeby w tabeli narzedzi wpisac R2 bo cykl jest tak zrobiony ze moza frezowac glowicami z plytkami okraglymi.
jakbys mial jaies pytania odnosnie Q parametrow to odezwij sie na PW wyjasnie wszystko.
: 03 maja 2017, 03:15
autor: gazik 70
Czy naprawde nie macie nic do powiedzdzenia na temat CYCL DEF 12 mam krutkie pytanie jak dlugo robicie na HH . Miesiac dwa moze pol roku?.Cholera bo ja jakies 20 lat na roznych wynalazkach.
: 04 maja 2017, 18:27
autor: rafa30
niemam pojęcia jak skopiować te dwa programy zeby tworzyły całość
zresztą potrzebuje program na stare sterowanie zeby zrobić ten R 120 na wałku
[ Dodano: 2017-05-04, 18:32 ]
próbowałem to skopiować na symulatorze i nie wiem jak to zrobić??????
: 04 maja 2017, 20:22
autor: capt.d.
Aloha
rafa30 pisze:jak skopiować te dwa programy zeby tworzyły całość
Ściągnąć na dysk kompa a w symulatorze: PROGRAMOWANIE-> PRG MGT -> kopiowanie z dysku kompa na TNC. I tak jak pisał autor wątku: program wywoływany jako cykl musi być w odpowiednim katalogu.
gazik 70 pisze:Czy naprawde nie macie nic do powiedzdzenia na temat CYCL DEF 12
Ja cykl 12 wykorzystuję najczęśćiej w połączeniu z tablicą punków lub z M89/M99 do wykonywania złożonych operacji [wokół/lub na] punk[tów/cie/tach],
Pozdrawiam