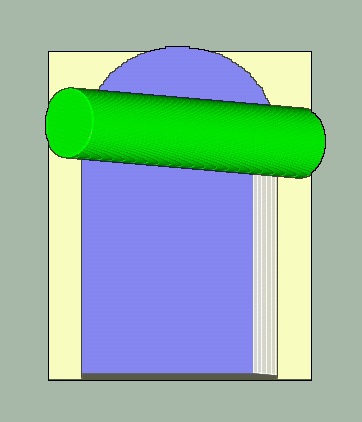
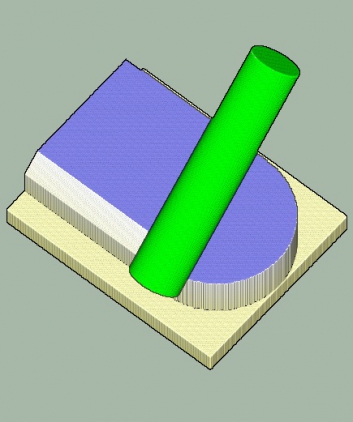
Jak w temacie, potrzebuję zaprogramować iTNC530 żeby "zakręcił" stołem i kołyską, i dokończył fazkę na zaokrągleniu.
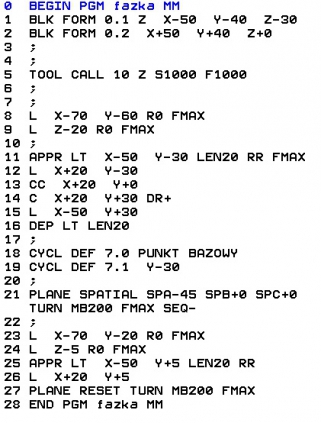
Program na zdjęciach jest tylko poglądowo żeby zobrazować problem.
Dzięki i Pozdrawiam
T.
: 18 wrz 2016, 15:20
autor: capt.d.
Aloha
Płynne 5 osi, tylko z programu CAM. Załączony program jest w 3+2.
Pozdrawiam.
: 29 wrz 2016, 19:08
autor: tmarbas
No Witam,
Jednak dało się...
Pozdrawiam
: 30 wrz 2016, 12:17
autor: capt.d.
Aloha
Brawo Ty, nie zniechęciłeś się i wykombinowałeś.
Co z kolei "zmusiło" mnie do przeszukania poczty z zamierzchłych czasów. Oto co wygrzebał mój były zmiennik. Można nawet pokusić się o sparametryzowanie takich prymitywnych kształtów.
Pozdrawiam
: 06 paź 2016, 21:35
autor: sokol230
przetestowałem na maszynie i dobrze działa ten program.
nie rozumiem 26 i 27 linii , dlaczego tam jest wartość 40 przed sin i cos?
0 BEGIN PGM faza 5osi MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-60
2 BLK FORM 0.2 X+150 Y+100 Z+0
3 TOOL CALL 2 Z S1600
4 M140 MB+100
5 L X-50 Y+130 Z+50 A+0 C+0 R0 FMAX M3
6 L Z+0 FMAX
7 APPR LCT X-20 Y+90 Z-50 R5 RL F450
8 L X+110
9 CC X+110 Y+50
10 C X+110 Y+10 DR-
11 L X-30
12 DEP LCT X-50 Y-30 Z+10 R5
13 M140 MB+100
14 TOOL CALL DR+Q108
15 M107
16 FUNCTION TCPM F TCP AXIS POS PATHCTRL AXIS
17 L A-45 C-180 FMAX
18 L X-50 Y+130 R0 FMAX
19 L Z+0 FMAX
20 L X-20 Y+90 Z-22 RL
21 L X+110
22 Q1 = - 90 ;kat poczatkowy
23 LBL "rnd"
24 Q1 = Q1 - 1
25 Q13 = 50 - ( 40 * SIN Q1 )
26 Q12 = 110 - ( 40 * COS Q1 )
27 L X+Q12 Y+Q13 IC-1
28 CALL LBL "rnd" REP179
29 L X-10
30 L X-50 Y-30 R0 FMAX
31 PLANE RESET MOVE DIST100
32 FUNCTION RESET TCPM
33 M140 MB+100
34 M2
35 END PGM faza 5osi MM
: 06 paź 2016, 22:48
autor: pitsa
Zgaduję, bo nie programuję, ale matematycznie to proste:
Blok do obróbki ma być w Y od -40 do 40.
kąt zmieniany jest od -90 do -90-180.
sinus z cosinusem robią kółka.
sinus w tym zakresie zmienia się od -1 do 1. Razy 40 daje zmianę od -40 do 40.
Cosinus idzie od 0 do -1 i wraca do 0.
: 07 paź 2016, 18:49
autor: capt.d.
Aloha
sokol230 pisze:dlaczego tam jest wartość 40 przed sin i cos?
To jest promień okręgu. I tak jak napisał kolega pitsa: matematyka . Finalnie łuk został podzielony na 180 jednostopniowych cięciw.
Pozdrawiam
: 08 paź 2016, 10:18
autor: sokol230
dzieki za pomoc
: 09 paź 2016, 22:01
autor: tmarbas
No proszę... Nie myślałem że ten temat będzie "żył"
Sory że zaspałem, ale widzę że wszystko jasne i ogarnięte...
Pozdrawiam
: 10 paź 2016, 09:28
autor: strahodekox
Mógłby ktoś powiedzieć coś więcej o zapisie FUNCTION TCMP...? Zauważyłem, że jest kilka opcji do wyboru w tej funkcji tj. axis/vector itp. Mógłby ktoś je opisać?