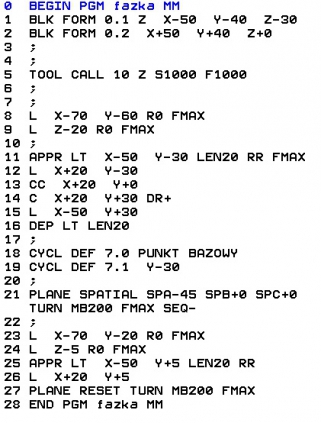
Jak w temacie, potrzebuję zaprogramować iTNC530 żeby "zakręcił" stołem i kołyską, i dokończył fazkę na zaokrągleniu.
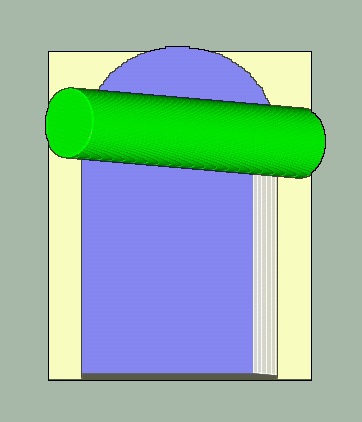
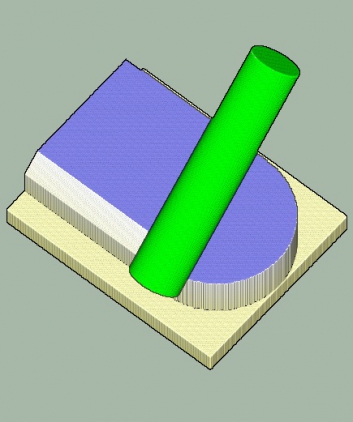
Program na zdjęciach jest tylko poglądowo żeby zobrazować problem.
Dzięki i Pozdrawiam
T.
Obsługa, Programowanie i Budowa Maszyn Numerycznych








")
")






