Strona 1 z 1
pomoc w programie na 5 osi
: 27 lip 2016, 11:14
autor: strahodekox
Witam.
Czy mógłby ktoś z Was napisać przykładowy program na wiercenie otworów w wałku dookoła całej jego średnicy? Chodzi mi o schemat i strukturę programu, abym mógł sobie podejrzeć i przeanalizować jak wygląda budowa takiego programu. (sterowanie itnc530, maszyna 5 osiowa - oś A i C)
Widziałem coś takiego w praktyce i wygladalo to tak, ze po wywierceniu otworu na pozycju C+0 wiertlo podjezdzalo na bezpieczna wysokosc +50, nastepnie nastepowal obrot osi C na kolejna pozycje i kolejne wiercenie itd. (cos na zasadzie podzielnicy)
Z gory dzieki
: 27 lip 2016, 11:43
autor: zibi
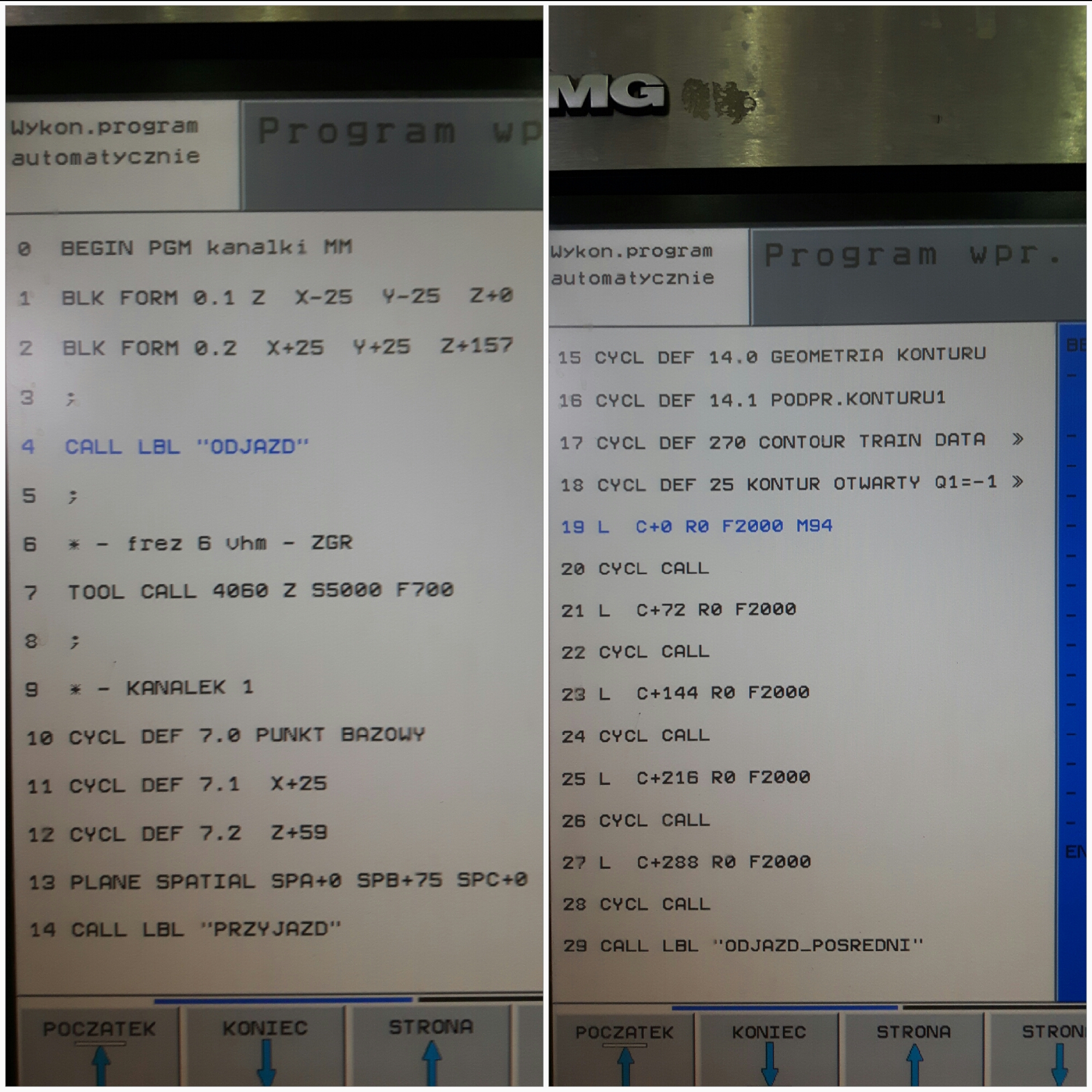
Masz tu z cama program. Ręcznie mi sie nie chciało klikać.
: 27 lip 2016, 11:54
autor: nutrash
Odjazd bezpieczny
Wywołanie narzędzia
Przeniesienie bazy do miejsca wykonania operacji
Obrót wrzeciona (tylko lub i/lub stołu)
Zdefiniowanie cyklu obróbki
Wywołanie cyklu
Obrót
Wywołanie cyklu
...
x razy
...
Odjazd
: 27 lip 2016, 13:07
autor: strahodekox
A czy mozna to jakos zapisac poprzez label? chodzi o to, ze jezeli tych otworow bedzie bardzo duzo to takie powielanie programu sprawi ze bedzie on bardzo dlugi
: 27 lip 2016, 13:18
autor: nutrash
Można
: 27 lip 2016, 16:26
autor: capt.d.
Aloha
Tak na szybko można tak:
Q1=75; BEZPIECZNA DO OBROTU
Q2=25; ZET PO OBROCIE
TOOL CALL
CYCL DEF
Q9=1; LBL TO CALL
Q10=-90; SPA START
Q12=-90; SPC START
Q3= 2; REP
Q15=120; SPC KROK
L X0 Y0 ZQ1 FMAX M13
LBL CALL "OBROTY"
M5
M9
M30
LBL "OBROTY"
LBL "OBR-REP"
PLANE SPATIAL SPA+Q10 SPB+0 SPC+Q12 MOVE DISTQ1 FMAX SEQ- TABLE ROT
CYCL DEF 7 ZQ2
CALL LBL Q9
CYCL DEF 7 Z0
L X0 Y0 ZQ1 FMAX
Q12=Q12+Q15
CALL LBL "OBR-REP" REPQ3
PLANE SPATIAL RESET MOVE DISTQ1 FMAX
LBL 0
LBL 1
L X 0 Y25 Z0 FMAX M99
LBL 0
Pisałem z pamięci, więc mogły wkraść się błędy. Sparametryzować możesz praktycznie wszystko.
P.S. To nie jest 5 osi tylko 3+2. Myślę, że dobrze było by zmienić temat na właściwy.
Pozdrawiam
: 28 lip 2016, 08:23
autor: strahodekox
Dzieki pokombinuje z waszymi przykladami na symulatorze:D Co do nazwy tematu to chodzilo mi raczej o rodzaj maszyny a nie obrobke plynnych 5 osi.
: 09 sie 2016, 20:47
autor: krzysiek4
W programie CAM na wiercenie otworów pojawiają się komendy M126 i M127. Można wiedzieć co one oznaczają i do czego służą ? Z góry dziękuję i pozdrawiam.
: 10 sie 2016, 16:47
autor: capt.d.
Aloha
Tutaj str. 517.
Pozdrawiam