Strona 1 z 2
Frezowanie półkuli - parametry Q
: 14 lip 2016, 23:24
autor: gajus29
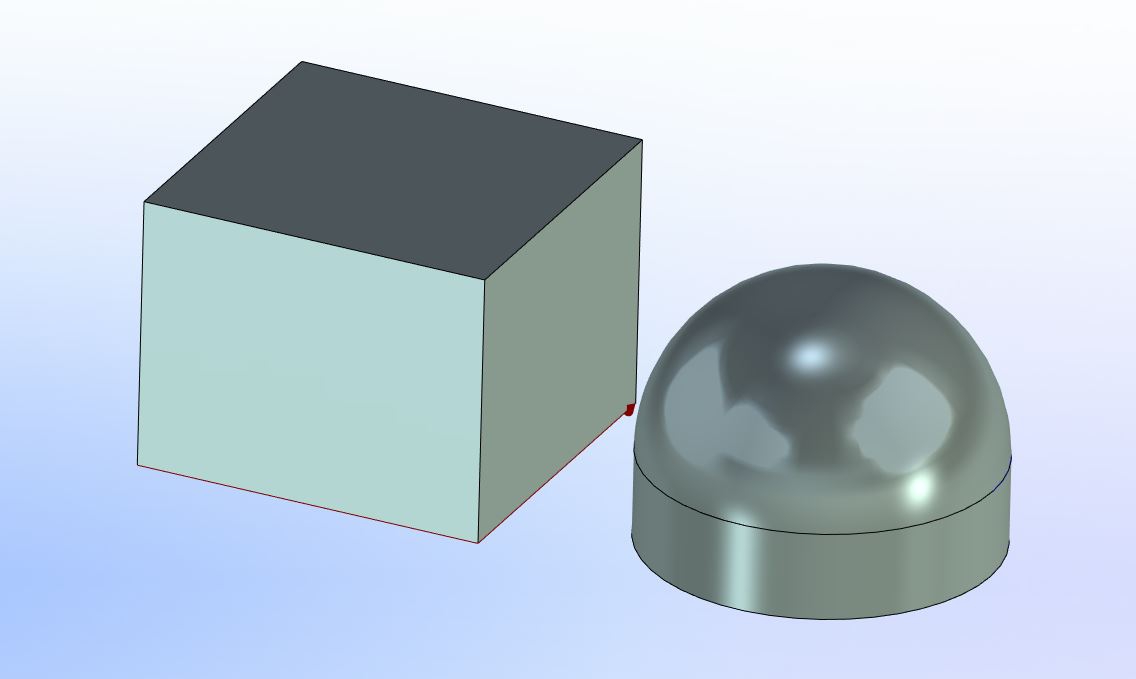
Witam. Czy ktoś obeznany w temacie może mi napisać przykładowy program, gdzie frezem z czołem półkulistym otrzymamy z półfabrykatu taki detal taki detal (dołączony rysunek). czy da się to wykonać używając parametrów Q? Wymiary na rysunku to 40x40 podstawa Promień półkuli 20.
: 15 lip 2016, 09:43
autor: majo5555
0 BEGIN PGM KULAWYPUKLA MM
1 FN 0: Q1 =+0 :X
2 FN 0: Q2 =+0 :Y
3 FN 0: Q4 =+90
4 FN 0: Q5 =+0
5 FN 0: Q14 =+5 :przyrost kata
6 FN 0: Q6 =+4 :promien
7 FN 0: Q8 =+0
8 FN 0: Q9 =+360
9 FN 0: Q18 =+10 :przyrost kata zgrubnie
10 FN 0: Q10 =+0.2 ;naddatek dla zgrubnej
11 FN 0: Q11 =+2 ;odstep bezpieczenstwa
12 FN 0: Q12 =+200 ;posuw
13 BLK FORM CYLINDER Z R4 L20 DIST+0 RI0
14 TOOL CALL 14 Z S2000 F5000 DL+0
15 L Z+100 R0 FMAX M3
16 CALL LBL 10
17 FN 0: Q10 =+0
18 FN 0: Q18 =+5
19 CALL LBL 10
20 L Z+100 R0 FMAX M2
21 LBL 10
22 FN 1: Q23 =+Q11 + +Q6
23 FN 0: Q24 =+Q4
24 FN 1: Q26 =+Q6 + +Q108
25 FN 0: Q28 =+8
26 FN 1: Q16 =+Q6 + -Q10
27 CYCL DEF 7.0 PUNKT BAZOWY
28 CYCL DEF 7.1 X+Q1
29 CYCL DEF 7.2 Y+Q2
30 CYCL DEF 7.3 Z-Q16
31 CYCL DEF 10.0 OBROT
32 CYCL DEF 10.1 ROT+Q8
33 LBL 1
34 CC X+0 Y+0
35 LP PR+Q26 PA+Q8 R0 FQ12
36 CC Z+0 X+Q108
37 L Y+0 Z+0 FQ12
38 LBL 2
39 LP PR+Q6 PA+Q24 FQ12
40 FN 2: Q24 =+Q24 - +Q14
41 FN 11: IF +Q24 GT +Q5 GOTO LBL 2
42 LP PR+Q6 PA+Q5
43 L Z+Q23 R0 F1000
44 L X+Q26 R0 FMAX
45 FN 1: Q28 =+Q28 + +Q18
46 FN 0: Q24 =+Q4
47 CYCL DEF 10.0 OBROT
48 CYCL DEF 10.1 ROT+Q28
49 FN 12: IF +Q28 LT +Q9 GOTO LBL 1
50 FN 9: IF +28 EQU +Q9 GOTO LBL 1
51 CYCL DEF 10.0 OBROT
52 CYCL DEF 10.1 ROT+0
53 CYCL DEF 7.0 PUNKT BAZOWY
54 CYCL DEF 7.1 X+0
55 CYCL DEF 7.2 Y+0
56 CYCL DEF 7.3 Z+0
57 LBL 0
58 END PGM KULAWYPUKLA MM
Program nie na kule!!!
: 15 lip 2016, 16:43
autor: gajus29
Dzięki za odpowiedź. Przepisałem wszystko do symulatora prócz jednej linijki a mianowicie "13 BLK FORM CYLINDER Z R4 L20 DIST+0 RI0". Nie wiem jak to wpisać

: 15 lip 2016, 23:11
autor: jasiek_39
Cześć. A może być tak? Bez parametrów.
0 BEGIN PGM KULA MM
1 BLK FORM 0.1 Z X-20 Y-20 Z-40
2 BLK FORM 0.2 X+20 Y+20 Z+0
3 TOOL CALL 5 Z S2100 ; FREZ D10 KULA
4 L Z+20 R0 FMAX M3
5 L X+0 Y+0 R0 FMAX
6 L Z+0 R0 F100
7 LBL 1
8 CC X+0 Z-25
9 CP IPA-1 DR- F100
10 CC X+0 Y+0
11 CP DR- F500
12 CALL LBL 1 REP89
13 LBL 2
14 CC X+0 Y+0
15 CP IPA-360 IZ-0.2 DR- F500
16 CALL LBL 2 REP99
17 L Z+10 R0 F500
18 STOP M30
19 END PGM KULA MM
Sprawdzone tylko na symulatorze.
: 17 lip 2016, 20:14
autor: gajus29
Bez parametrów Q sam zrobiłem taki program:
0 BEGIN PGM POLKULA MM
1 BLK FORM 0.1 Z X+20 Y+20 Z-20
2 BLK FORM 0.2 X+20 Y+20 Z+0
3 TOOL CALL 3 Z S4000 F1000
4 L X+0 Y+0 R0 FMAX M3
5 L Z+2 R0 FMAX
6 L Z+0 R0 F1000
7 LBL 1
8 CC X+0 Z-25
9 CP IPA-0.5 DR-
10 CC X+0 Y+0
11 CP IPA-360 DR-
12 CALL LBL 1 REP180
13 END PHM POLKULA MM
Zależy mi jednak by zrobić to za pomocą parametrów Q.
: 18 lip 2016, 09:53
autor: majo5555
gajus29 pisze:Dzięki za odpowiedź. Przepisałem wszystko do symulatora prócz jednej linijki a mianowicie "13 BLK FORM CYLINDER Z R4 L20 DIST+0 RI0". Nie wiem jak to wpisać
Na pulpicie jest przycisk "SPEC FCT".Po nacisnieciu powininna ukazac sie opcja "wartosci zadane programu" i w niej sa do wyboru rodzaje blockform.Zalezy tez jakie masz sterowanie

)
: 18 lip 2016, 13:49
autor: gajus29
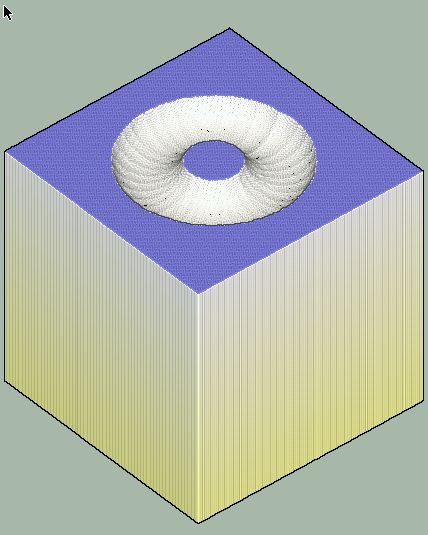
Kształt półfabrykatu właściwie ma tu małe znaczenie. Ustawiłem kostkę. Jednak program napisany w Q parametrach nie za bardzo działa. Efekt na załączonym obrazku.
: 18 lip 2016, 17:43
autor: majo5555
Kolego sprawdz dokladnie wszystkie koordynaty w programie;-) U mnie dziala
Na 99.9% masz gdzies blad.
Zdjecie
: 18 lip 2016, 18:24
autor: gajus29
Trochę się koledze różniły parametry w pierwszym poście a parametry na przesłanym screenie
Doszedłem co i jak
Jeszcze takie pytanie. Na screenie program wpisany jest w symulatorze szkoleniowym czy to screen z maszyny? Jeśli ten pierwszy to skąd mógłbym go pobrać?
: 19 lip 2016, 10:38
autor: rafa30
witam ja to bym zrobił tak dlatego że przykład wyżej podany sie nie sprawdzi ponieważ
szybko frez szlak trafi jak będzie tak grubo brał jadąc do koła
BLK FORM 0.1 Z X-55 Y-55 Z-20
2 BLK FORM 0.2 X+55 Y+55 Z+0
3 FN 0: Q1 =+40
6 FN 0: Q4 =+20
7 FN 0: Q5 =+0
9 FN 0: Q7 =+1000
10 FN 0: Q19 =+1
29 TOOL DEF 5 L+0 R+20
30 TOOL CALL 5 Z S1000
31 L Z100 R0 F MAX M3
34 L X-50 Y-0 R0 F1000
35 FN 4: Q11 =+Q1 DIV +2
36 FN 1: Q10 =+Q11 +- Q4
38 FN 0: Q18 =+Q5
39 LBL 40
40 CALL LBL 10
41 L Z-Q33 R0 FQ7
42 L X+Q13 RR FQ7
43 CC X+0 Y+0
44 CP IPA+360 DR+ F1000
45 L X-50 Y+0 R0
46 FN 1: Q18 =+Q18 + +Q19
47 FN 12: IF +Q18 LT +90,1 GOTO LBL 40
48 L Z+100 R0 FMAX M30
50 STOP M2
51 LBL 10
52 FN 7: Q41 = COS +Q18
53 FN 6: Q42 = SIN +Q18
54 FN 3: Q12 =+Q4 * +Q42
55 FN 1: Q13 =+Q10 + -Q12
57 FN 3: Q32 =-Q4 * +Q41
58 FN 2: Q33 =+Q4 - -Q32
59 LBL 0
60 END PGM POLKULA MM