Strona 1 z 1
fazowanie krawedzi
: 02 mar 2016, 14:21
autor: blasterpl
: 02 mar 2016, 16:08
autor: nutrash
Zależy

po pierwsze czy to ma tylko zgodnie z zalozeniem fazowac otwory czy frezowac delikatna fazę, bo do tego to narzędzie też jest czasem zaprzęgane. Czy na dłużej montujesz czy na jedna robotę. Czy robisz na maszynie sam czy z kimś.
Z kwestii bezpieczeństwa najlepiej jest wpisać największy R, wtedy wiesz, że omyłkowo nie przydzwonisz. Narzedzie ma 90° więc łatwo sobie policzysz trójkat dla danej średnicy otworu. Dobrze jest sobie zrobić taka listę fi otworu / Z na jaki trzeba zjechać, przykładowo co 1mm fi, wtedy przyspieszasz swoją pracę z tym narzędziem.
Jak chcesz frezowac to badasz jaka ma średnicę na danej długości i wpisujesz zgodnie z tym co okreslisz - wówczas możesz się bawić z korekcjami.
: 02 mar 2016, 17:30
autor: blasterpl
Służyć ma do delikatnego fazowania/tępienia krawędzi i otworów , materiał to alu. W końcu mam maszynę z magazynem

wiec mogę sobie zamontować na stale . Na maszynie robię tylko ja.
: 02 mar 2016, 18:51
autor: nutrash
No to tak jak napisałem powyżej

do fazowania otworów wpisz sobie maksymalny R i max długość. Po zrobieniu obliczeń głębokości wjazdu dla danego fi - najlepiej tabela w excelu + drukowanie wynikow - masz jeden problem z głowy.
Do frezowania fazek (z korekcja promienia) musisz zbadać średnicę narzędzia na danej wysokości. Z narzędziem typu microset od dmg to wesoła zabawa, a jak nie masz to z użyciem wysokościomierza i suwmiarki też zmierzysz. Wpisujesz w maszynę i jest git. Polecam zmierzyć dość blisko końca narzędzia np. max L - 2 mm bo będziesz miał dość duzo zapasu na robienie różnych faz. Wtedy piszesz program na kontur i np. wykonanie go na Z-2 robi fazę 2x45° i analogicznie z innymi wartościami. Dodam, że trzeba pamiętać, że narzędzie tak zmierzone wystaje poza kontur obrabiany z "niewłaściwej" strony więc gdy jest gdzieś ciasno to uważaj. Wprowadzasz wtedy te sama wartosc korekcji promienia i długości narzedzia przez co bez ponownego mierzenia sobie przesuwasz narzędzie na zewnątrz i niżej. Możesz też w ten sposób wierszowac fazki itd.
: 02 mar 2016, 19:16
autor: Arias2
JA bym wpisał promień minimalny dla narzędzia 90° i długośc maksymalna, dlatego że robiąc fazy otworów czy też krawędzi wpisujesz jedynie głębokość a resztę robi się samo. Jeśli robisz fazy bez korekcji R to jest tak samo jak i dla innych narzędzi trzeba samemu policzyć przesunięcie.
: 03 mar 2016, 08:52
autor: blasterpl
Arias2 pisze:JA bym wpisał promień minimalny dla narzędzia 90° i długośc maksymalna, .
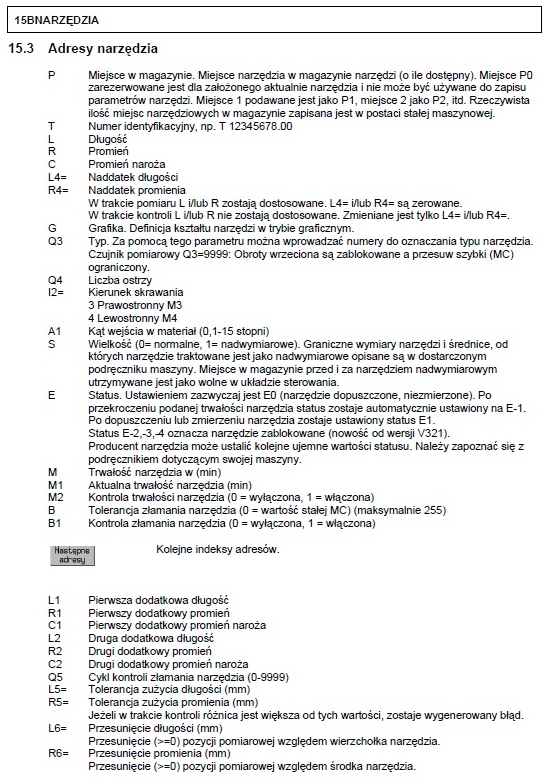
Parametry jakie mogę przypisać do narzędzia , gdzie i co wpisać

: 03 mar 2016, 11:38
autor: strahodekox
Musisz znać maksymalny promień narzędzia i wpisać do tabeli. Potem już z górki. Aby zrobić fazę na konturze wystarczy dosunąć się do niego z wykorzystaniem kompensacji promienia na głębokości równej wielkości fazy.
: 03 mar 2016, 13:07
autor: blasterpl
strahodekox pisze: Aby zrobić fazę na konturze wystarczy dosunąć się do niego z wykorzystaniem kompensacji promienia na głębokości równej wielkości fazy.
Nic z tego nie rozumie

, opisywanie narzędzi jest dla mnie zupełnie nowe , proszę o łopatologiczne wytłumaczenie .
: 03 mar 2016, 19:25
autor: Arias2
W kolejności wg opisy
R tu wpisujesz tą wielkość jaką ma narzędzie
R1 dodatkowy wartość dla promienia, doliczana lub odejmowana do wartości R, zależy jak zapiszesz na + czy na -
strahodekox pisze:Musisz znać maksymalny promień narzędzia i wpisać do tabeli. Potem już z górki. Aby zrobić fazę na konturze wystarczy dosunąć się do niego z wykorzystaniem kompensacji promienia na głębokości równej wielkości fazy.
Jeśli wpisze maksymalny promień, to wtedy musi przeliczać przesunięcie dla np: X o wielkość fazy dodatkowo kalkulując zagłębienie narzędzia.
Przykład
Standardowe narzędzie max fi 30mm min 2mm. głębokość kieszeni 10 mm faza na 1.5 mm
wg mnie dużo liczenia dla maksymalnej średnicy bo długość ostrz to około 13-14 mm.
Dla minimalnej średnicy dajesz zagłębienie na 1.5 mm resztę robi program.
: 03 mar 2016, 21:25
autor: Pneumokok
Z opisu wnioskuję, że to za pomocą R4 oraz L4 przesuwa się narzędzie, a nie R1 oraz L1. Czy przypadkiem R1 do R3 oraz L1 do L3 nie służą do tego aby dodatkowo wrysować , trzonek (R1 i L1) oraz oprawkę (R2 i L2) (R3 i L3) tak by były widoczne na symulacji?
 , długość to chyba wiadomo ale co wpisać w R
, długość to chyba wiadomo ale co wpisać w R