



")
Dzieki za odpowiedz. Maszyna to stary (1994) czeski horizontal boring mills TOS VARNSDORF z Heidenhain TNC 426 conntroler. mam nadzieje ze przy waszej pomocy jakos sobie z tym poradze.szpaku-666 pisze:przypisujesz w tabeli nr narzędzia i wsio
później w programie tool call
i leci
ps bez grzybka pomiarowego lub lasera bedzie ci trudno bo maszyna pewnie ma z 20 miejsc w magazynie jeżeli masz wersje standardową
[ Dodano: 2015-11-28, 21:25 ]
OK. Wyglada prosta sprawdze jjak dziala w poniedzialek.rafa30 pisze:CO DO ZMIANY NARZEDZIA W MDI TO WCISNIJ TOLL CALL NP. 5 ENTER I START I POWINNA CI ZMIENIC NARZEDZIE
[ Dodano: 2015-11-28, 22:26 ]
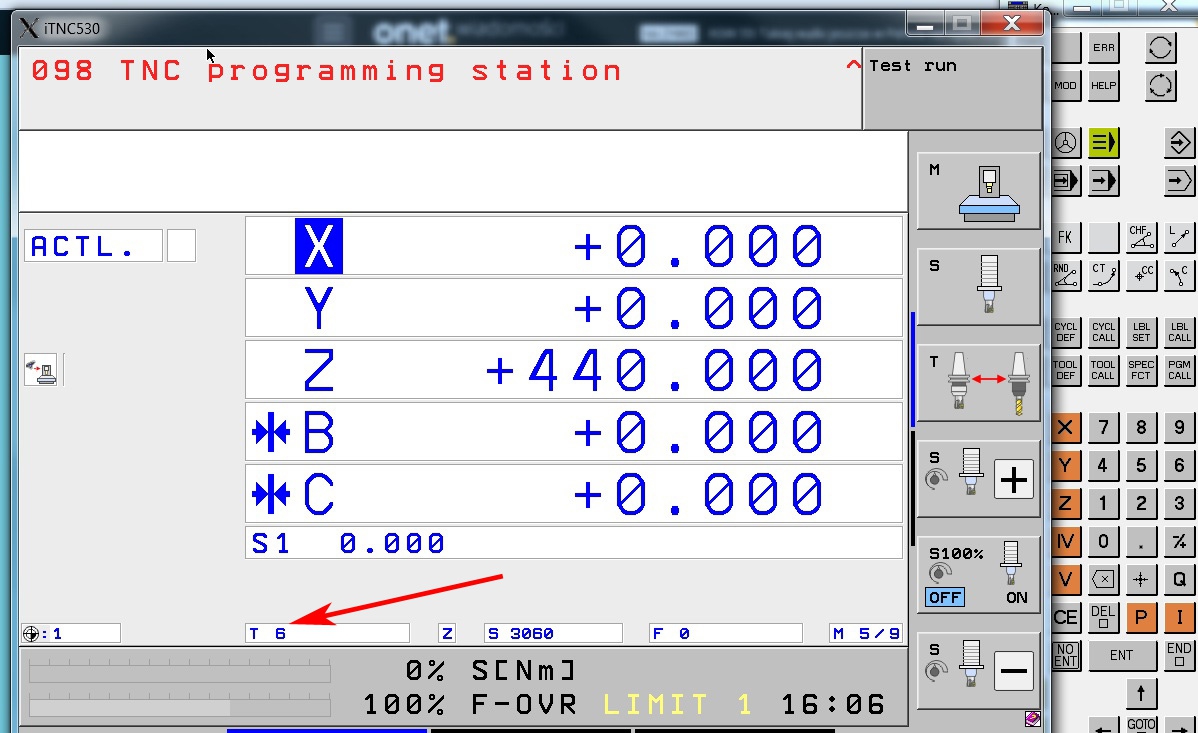
Moze bys pomogl mi wykorzystujac to zdjecie. Jak zmienic T6 tak by na ekranie pojawilo sie T1?rafa30 pisze:CO DO ZMIANY NARZEDZIA W MDI TO WCISNIJ TOLL CALL NP. 5 ENTER I START I POWINNA CI ZMIENIC NARZEDZIE
 [img]
[img]

")
")








{kind=link}