Strona 1 z 1
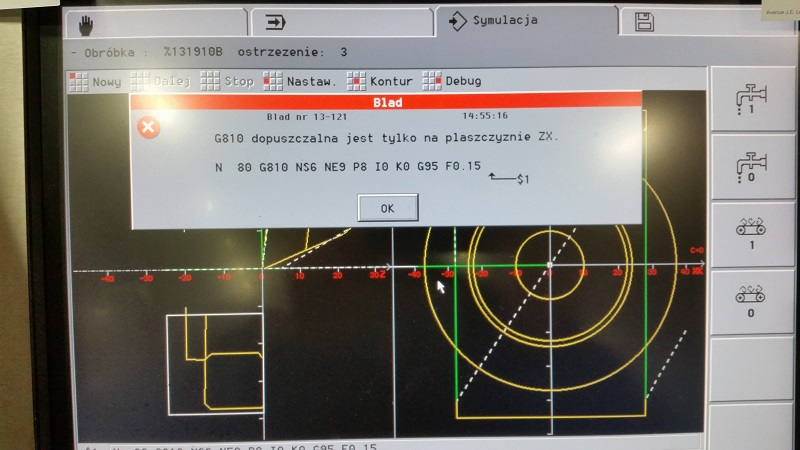
Jak wrócić na płaszczyznę Z,X po frezowaniu w osi Y ??
: 18 lis 2014, 16:35
autor: lukasliana
Witam,ponownie. Mam tym razem problem z powrotem na oś ZX po wyfrezowaniu dwóch lini na czole wałka, potem przesuwam o Z-20 mm żeby zaczęło robić następną sztukę z tego samego wałka, i maszyna po natrafieniu na funkcje G810 wywala błąd. I to w każdym narzędziu. Jak temu zaradzić myślę że trzeba jakoś wrócić na oś XZ zgodnie informacją w błędzie ale nie mam pojęcia jak to zrobić. Może ktoś będzie miał jakiś pomysł na to.
Pozdrawiam
: 18 lis 2014, 17:09
autor: PiRo_man
G18
inż. Mateusz
: 19 lis 2014, 21:16
autor: lukasliana
Widzę że trafiłem na światłego człowieka , i bardzo mnie to cieszy , pracuje od 3 miesięcy na HH więc pewno będę miał jeszcze sporo pytań.
Ostatnio kod G 18 zadziałał znakomicie

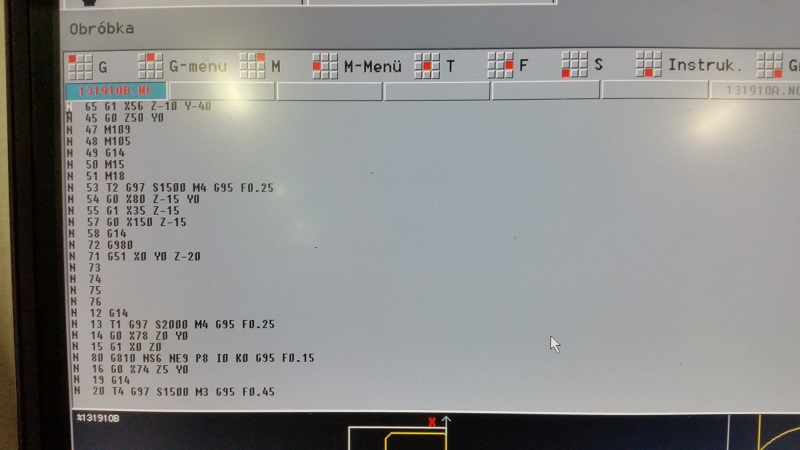
Ale po zrobieniu 1 sztuki z kodami itp, i skopiowaniu tego programu np 5 razu na 5 sztuk z pręta i zastosowaniu przesunięcia punktu zerowego kodem G51 a wcześniej aktywacji G980 maszyna nie chce odczytywać funkcji g kodów np G810.
Musiałem cały program pisać normalnie bez użycia funkcji .
Co może być tego powodem >??
Czy w takiej sytuacji powinno się może stosować podprogram ?? a nie takie kopiowanie wielokrotne programu ??
Pozdrawiam.
: 20 lis 2014, 18:46
autor: PiRo_man
To czy program jest napisany przy pomocy podprogramów, czy fragmenty programu są kopiowane - moim zdaniem nie ma to żadnego znaczenia. No, może poza zajętym miejscem w pamięci maszyny. Przyczyna musi leżeć gdzie indziej. Jest możliwość że maszyna głupieje przy przesunięciu bazowym w połączeniu z wywołaniem jakiegoś cyklu. Trzeba by było napisać kilka testowych programów, w których zawarte by były poszczególne fragmenty tego programu w którym maszyna się gubi. Wtedy można by z większą pewnością stwierdzić co jest tego przyczyną. Bo tak to można ślepakami strzelać.
inż. Mateusz