



")
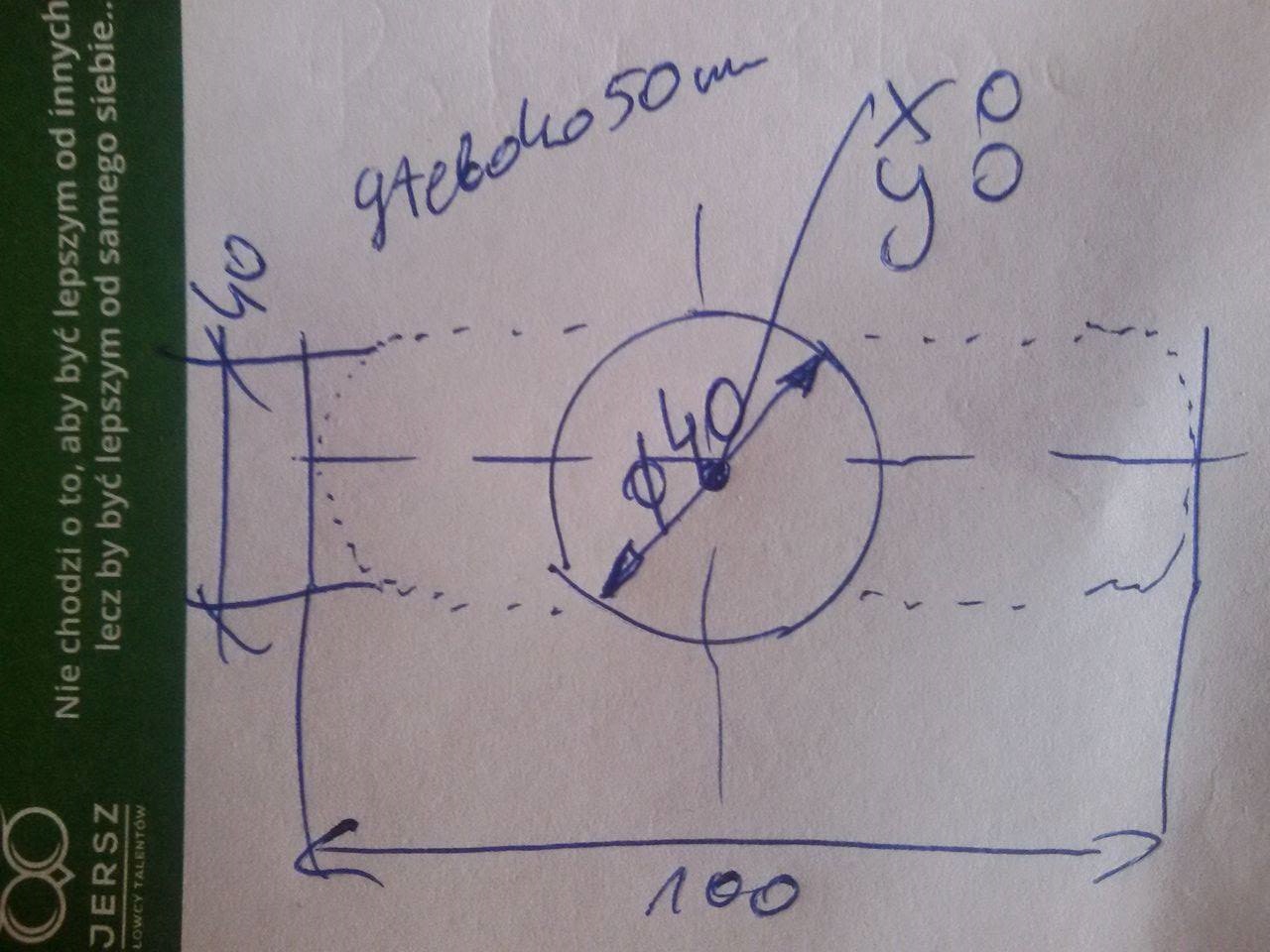
na srodku detalu jest otwor fi 40 jaki uzyc cykl zeby frez zagłebiał sie włąsnie w tym otworze XO i YO. ewentualnie inne sugestie chetni poczytam i sprawdze. Z góry dziekuje zaczynam sie bawic Heidenhain 620 sterowanie.
ja uzylem tego CYCL DEF 253 FREZOWANIE ROWKOW ale nie moge dojsc zeby mi frez zaczynał i zagłebiał na srodku tego otworu i zrobil taki rowek. Z gory DZIEKUJE


")






