Strona 1 z 2
Problem z konturem
: 06 lis 2011, 14:17
autor: mocart4
nie mogę nic wykombinować..
ćwiczę rozpoczęcie frezowania z różnych stron, ustawiłem zero na środku, ale nie chce działać jak powinno, dlaczego, siedzę nad tym i siedzę...
: 06 lis 2011, 16:14
autor: ciekavy
A może coś więcej powiesz? Co Ci nie działa jakie masz objawy? Może jakiś rysunek z miarami ?
Re: Problem z konturem
: 06 lis 2011, 16:35
autor: WZÓR
mocart4 pisze:nie mogę nic wykombinować..
Przykład z rysunkiem może być....?

0 BEGIN nowy MM
1 BLK FORM 0.1 Z X+0 Y+0 Z-100
2 BLK FORM 0.2 X+100 Y+100 Z+0
3 TOOL CALL 2 Z S2100
4 L X-75. Y-56.6 FMAX M3
5 L Z+25. R0 FMAX M9
6 L Z+2.5 FMAX
7 L Z-1. F640.
8 L Y-50. RL
9 CC X-75. Y+0
10 C X-75. Y+50. DR- F640.
11 L X+100.
12 L X+125. Y+25.
13 L Y-25.
14 L X+100. Y-50.
15 L X-75.
16 L Y-56.6 R0
17 L Z+25. FMAX
18 L R0 FMAX
19 M9
20 M5
21 M30
22 END PGM nowy MM
Mariusz.
: 06 lis 2011, 16:57
autor: MECO
Kontur nie może być zakończony RND.
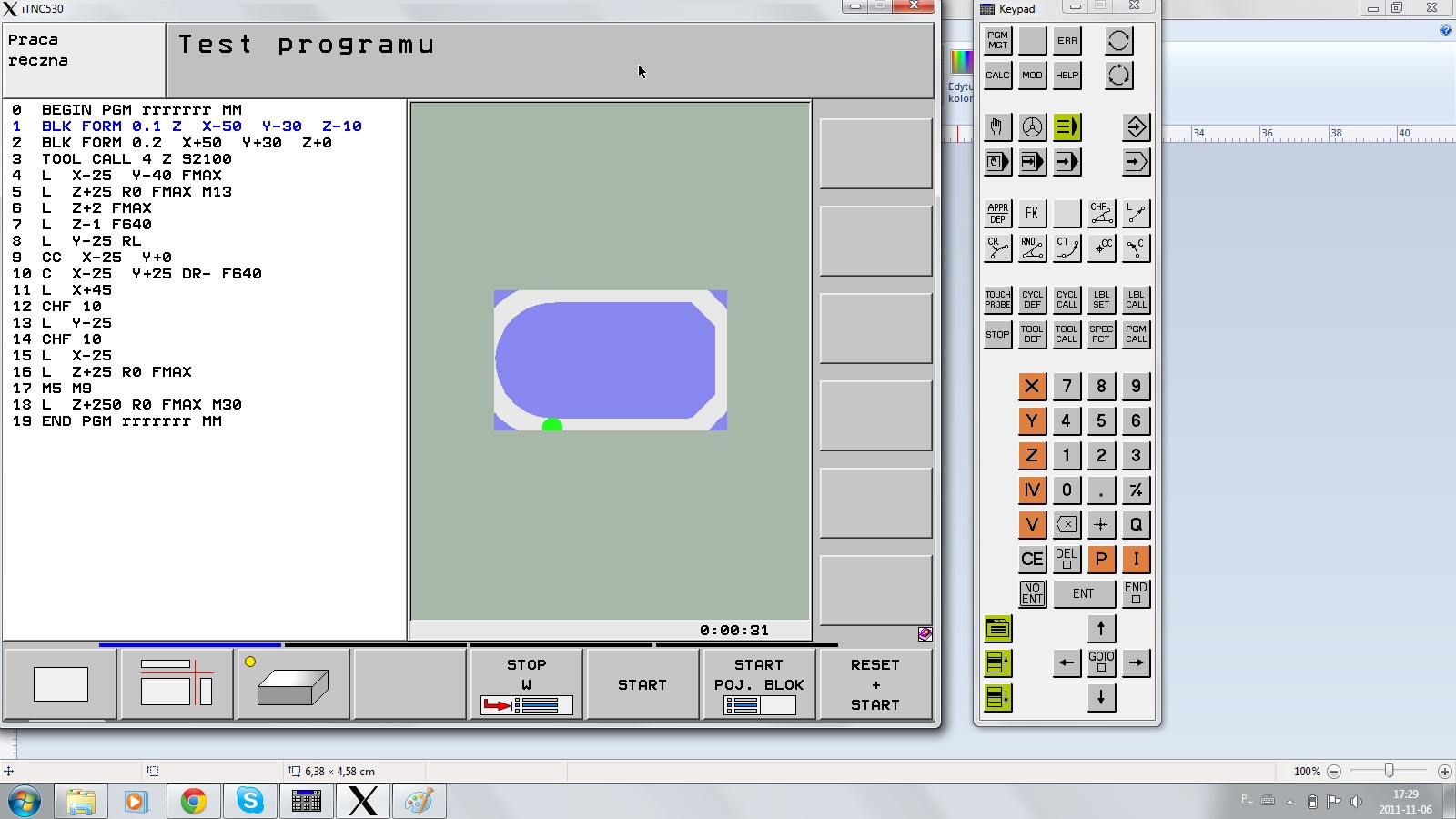
0 BEGIN PGM rrrrrrr MM
1 BLK FORM 0.1 Z X-50 Y-30 Z-10
2 BLK FORM 0.2 X+50 Y+30 Z+0
3 TOOL CALL 4 Z S2100
4 L X-25 Y-40 FMAX
5 L Z+25 R0 FMAX M13
6 L Z+2 FMAX
7 L Z-1 F640
8 L Y-25 RL
9 CC X-25 Y+0
10 C X-25 Y+25 DR- F640
11 L X+45
12 CHF 10
13 L Y-25
14 CHF 10
15 L X-25
16 L Z+25 R0 FMAX
17 M5 M9
18 L Z+250 R0 FMAX M30
19 END PGM rrrrrrr MM
zero na środku
frez ø8
: 06 lis 2011, 21:07
autor: mocart4
już nie wiem..przepisałem Twój program wyskakuje błąd "Blok -C: koniec okręgu żle zaprog. "
: 07 lis 2011, 17:59
autor: MECO
a wstaw te dwa bloki
CC i C
zobaczymy co jest nie tak.
pozdo
: 07 lis 2011, 18:53
autor: mocart4
: 07 lis 2011, 18:56
autor: MECO
brak narzędzia. Wstaw w TOOL CALL nr narzędzia i będzie ok. Jeszcze jedno , w bloku 15 wpisałeś X-25 RO FMAX ,frez tego nie "przeżyje".Ten blok musi być tylko X-25 a po tym Z+50 RO FMAX
: 07 lis 2011, 20:38
autor: mocart4
nie pomogło, ale chyba ni zrozumieliśmy się, chcę zacząć jak na pierwszym rysunku /strzałka/ mojego postu
: 07 lis 2011, 21:07
autor: edo81
0 BEGIN PGM 1 MM
1 BLK FORM 0.1 X-0 Y-50 Z-20
2 BLK FORM 0.2 X+100 Y+50 Z0
3 TOOL CALL 1 S1000 F5000
4 L Z+200 FMAX M3
5 L X-50 Y-100 F5000
6 L Z-10 F800
7 L X+10 Y-25 RL
8 L Y+0
9 CR X+35 Y+25 DR- R+25
10 L X+80
11 CHF 10
12 L Y-25
13 CHF 10
14 L X+35
15 CR X+10 Y+0 DR- R+25
16 L R0
17 L Z+200 FMAX M2
18 END PGM 1 MM
Chyba koledze chodziło o takie coś takiego
ja jeszcze stosuje wejście i wyjście z materiału (apr ; dep)
gdyż maszyna sam liczy sobie miejsce dojazdu i odejście poza materiał
Oczywiście od tego punktu którego chcemy zaczynać
Jak by coś mogę jeszcze taki program do łączy
Pozdrawiam

{kind=link}