Witam,
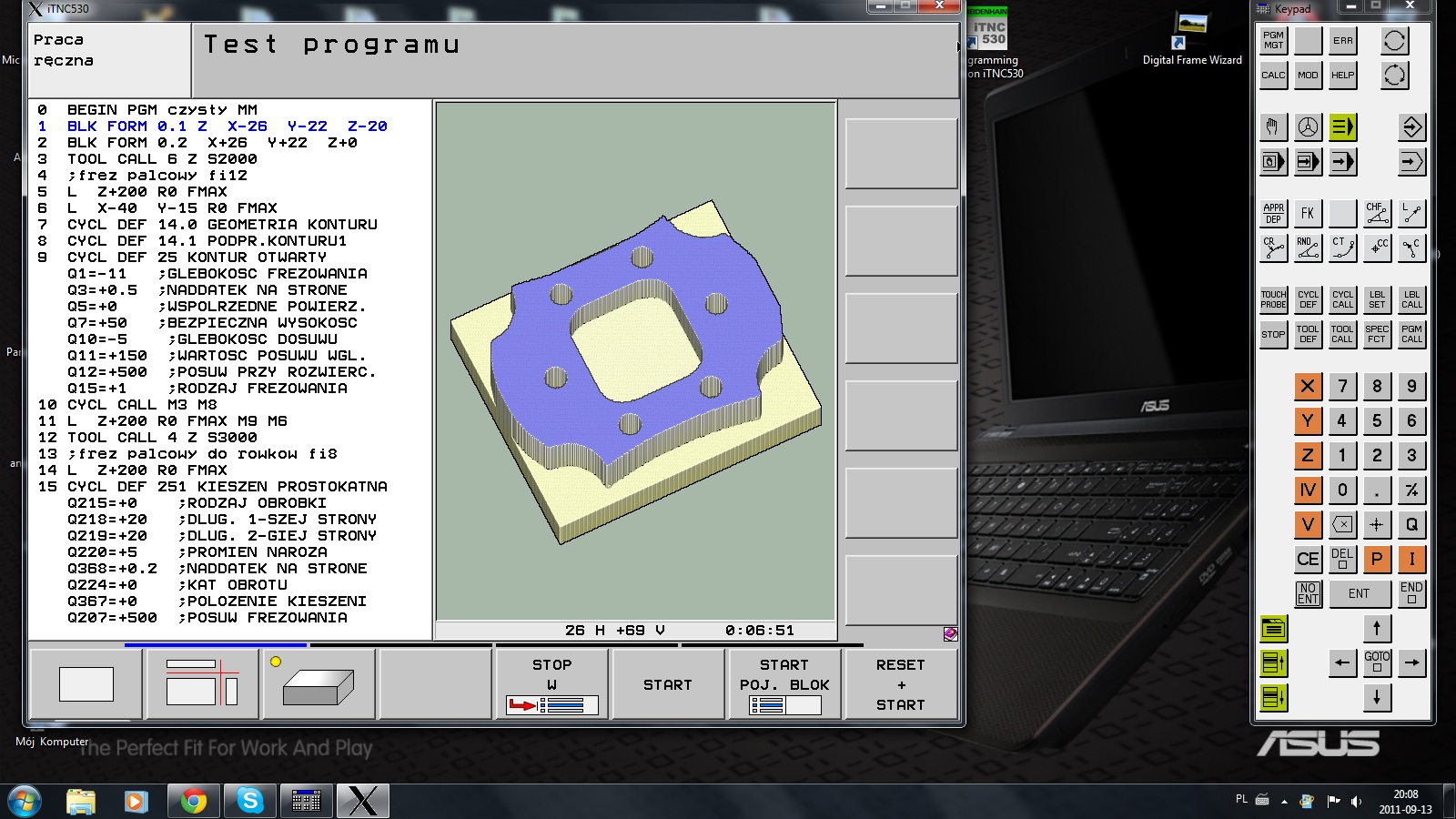
Czy moglibyście powiedzieć mi, dlaczego narzędzie podczas pozycjonowania nad przyszłą kieszenią przejeżdża przez pół przedmiotu i dopiero się pozycjonuje?
Gdzie mam poprawić, żeby cykl działał poprawnie?
0 BEGIN PGM frez_cc22 MM
1 BLK FORM 0.1 Z X-26 Y-22 Z-20
2 BLK FORM 0.2 X+26 Y+22 Z+0
3 TOOL CALL 12 Z S2000
4 ;frez palcowy fi12
5 L Z+200 R0 FMAX
6 CYCL DEF 14.0 GEOMETRIA KONTURU
7 CYCL DEF 14.1 PODPR.KONTURU1
8 CYCL DEF 25 KONTUR OTWARTY ~
Q1=-11 ;GLEBOKOSC FREZOWANIA ~
Q3=+0.5 ;NADDATEK NA STRONE ~
Q5=+0 ;WSPOLRZEDNE POWIERZ. ~
Q7=+50 ;BEZPIECZNA WYSOKOSC ~
Q10=-5 ;GLEBOKOSC DOSUWU ~
Q11=+150 ;WARTOSC POSUWU WGL. ~
Q12=+500 ;POSUW PRZY ROZWIERC. ~
Q15=+1 ;RODZAJ FREZOWANIA
9 CYCL CALL M3 M8
10 L Z+200 R0 FMAX M9 M6
11 TOOL CALL 13 Z S3000
12 ;frez palcowy do rowkow fi8
13 L Z+200 R0 FMAX
14 CYCL DEF 251 KIESZEN PROSTOKATNA ~
Q215=+0 ;RODZAJ OBROBKI ~
Q218=+20 ;DLUG. 1-SZEJ STRONY ~
Q219=+20 ;DLUG. 2-GIEJ STRONY ~
Q220=+5 ;PROMIEN NAROZA ~
Q368=+0.2 ;NADDATEK NA STRONE ~
Q224=+0 ;KAT OBROTU ~
Q367=+0 ;POLOZENIE KIESZENI ~
Q207=+500 ;POSUW FREZOWANIA ~
Q351=+1 ;RODZAJ FREZOWANIA ~
Q201=-9 ;GLEBOKOSC ~
Q202=+3 ;GLEBOKOSC DOSUWU ~
Q369=+0.1 ;NADDATEK NA DNIE ~
Q206=+150 ;WARTOSC POSUWU WGL. ~
Q338=+5 ;POSUW - OBR.WYKONCZ. ~
Q200=+2 ;BEZPIECZNA WYSOKOSC ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+50 ;2-GA BEZPIECZNA WYS. ~
Q370=+1 ;ZACHODZENIE TOROW ~
Q366=+1 ;ZAGLEBIANIE ~
Q385=+500 ;POSUW OBR.WYKAN.
15 CYCL CALL POS X+0 Y+0 Z+0 FMAX M3 M8
16 L Z+200 R0 FMAX M9 M6
17 TOOL CALL 14 Z S700 F300
18 ;wiertlo fi4.8
19 L Z+200 R0 FMAX M3 M8
20 CYCL DEF 200 WIERCENIE ~
Q200=+50 ;BEZPIECZNA WYSOKOSC ~
Q201=-12.4421 ;GLEBOKOSC ~
Q206=+150 ;WARTOSC POSUWU WGL. ~
Q202=+4 ;GLEBOKOSC DOSUWU ~
Q210=+0 ;PRZER. CZAS.NA GORZE ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+50 ;2-GA BEZPIECZNA WYS. ~
Q211=+0.1 ;PRZERWA CZAS. DNIE
21 CYCL DEF 220 SZABLON KOLOWY ~
Q216=+0 ;SRODEK W 1-SZEJ OSI ~
Q217=+0 ;SRODEK W 2-SZEJ OSI ~
Q244=+32 ;SREDNICA PODZ.OKREGU ~
Q245=+60 ;KAT POCZATKOWY ~
Q246=+360 ;KAT KONCOWY ~
Q247=+60 ;KATOWY PRZYROST-KROK ~
Q241=+6 ;LICZBA POWTORZEN ~
Q200=+10 ;BEZPIECZNA WYSOKOSC ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+50 ;2-GA BEZPIECZNA WYS. ~
Q301=+1 ;ODJAZD BEZPIECZNY ~
Q365=+1 ;RODZAJ PRZEMIESZCZ.
22 L Z+200 R0 FMAX M9 M6
23 M2
24 LBL 1
25 APPR LCT X-40 Y+25 R10 RL F600
26 L X-26 Y+0 RL
27 CR X-23 Y+11 R+20.6 DR-
28 CR X-15 Y+19 R+8 DR+
29 CR X+15 Y+19 R+70.48 DR+
30 CR X+23 Y+11 R+8 DR+
31 CR X+23 Y-11 R+20.6 DR-
32 CR X+15 Y-19 R+8 DR+
33 CR X-15 Y-19 R+70.48 DR+
34 CR X-23 Y-11 R+8 DR+
35 CR X-26 Y+0 R+20.6 DR-
36 DEP LCT X-40 R10 FMAX
37 LBL 0
38 END PGM frez_cc22 MM
Z pozdrowieniami
martinprz
Nieprawidłowo działający cykl do kieszeni prostokątnej
-
martinprz
Autor tematu - Czytelnik forum poziom 3 (min. 30)
")
- Posty w temacie: 3
- Posty: 32
- Rejestracja: 08 wrz 2010, 10:46
- Lokalizacja: Stalowa Wola
Nieprawidłowo działający cykl do kieszeni prostokątnej
- Załączniki
-
- rys7.jpg (10.86 KiB) Przejrzano 3380 razy
-
- rys8.JPG (32.09 KiB) Przejrzano 2294 razy
początkujący
Tagi:


")
-
MECO
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 110
- Rejestracja: 15 lis 2010, 20:15
- Lokalizacja: dolnośląskie
Cykl na kieszeń działa poprawnie,proponuje wstawić przed cyklem 14 linie X-40 Y-15 (taki najazd) i po problemie. Jeżeli stosujesz APPR LCT to musi być najazd przed cyklem w okolice wejścia , inaczej będzie robić właśnie takie dziwne przejazdy i frezuje trochę więcej niż powinno.
A w LBL 1 jest błąd ,u Ciebie jest jakieś dziwne wejście w mat.Popraw jak niżej .
LBL 1
APPR LCT X-26 Y+0 R10 RL
CR.......
itd...bez tego bloku XiY RL który jest po APPR.
A w LBL 1 jest błąd ,u Ciebie jest jakieś dziwne wejście w mat.Popraw jak niżej .
LBL 1
APPR LCT X-26 Y+0 R10 RL
CR.......
itd...bez tego bloku XiY RL który jest po APPR.
Ostatnio zmieniony 09 wrz 2011, 20:33 przez MECO, łącznie zmieniany 2 razy.
-
martinprz
Autor tematu - Czytelnik forum poziom 3 (min. 30)
- Posty w temacie: 3
- Posty: 32
- Rejestracja: 08 wrz 2010, 10:46
- Lokalizacja: Stalowa Wola
Meco poprawiłem tak jak mi zaleciłeś, ale po tych zmianach symulator nie pokazuje mi frezowania konturu, a tylko wiercenie i frezowanie kieszeni:(:
0 BEGIN PGM frez_cc22 MM
1 BLK FORM 0.1 Z X-26 Y-22 Z-20
2 BLK FORM 0.2 X+26 Y+22 Z+0
3 TOOL CALL 12 Z S2000
4 ;frez palcowy fi12
5 L Z+200 R0 FMAX
6 L X-40 Y-15 R0 FMAX
7 CYCL DEF 14.0 GEOMETRIA KONTURU
8 CYCL DEF 14.1 PODPR.KONTURU1
9 CYCL DEF 25 KONTUR OTWARTY ~
Q1=-11 ;GLEBOKOSC FREZOWANIA ~
Q3=+0.5 ;NADDATEK NA STRONE ~
Q5=+0 ;WSPOLRZEDNE POWIERZ. ~
Q7=+50 ;BEZPIECZNA WYSOKOSC ~
Q10=-5 ;GLEBOKOSC DOSUWU ~
Q11=+150 ;WARTOSC POSUWU WGL. ~
Q12=+500 ;POSUW PRZY ROZWIERC. ~
Q15=+1 ;RODZAJ FREZOWANIA
10 CYCL CALL M3 M8
11 L Z+200 R0 FMAX M9 M6
12 TOOL CALL 13 Z S3000
13 ;frez palcowy do rowkow fi8
14 L Z+200 R0 FMAX
15 CYCL DEF 251 KIESZEN PROSTOKATNA ~
Q215=+0 ;RODZAJ OBROBKI ~
Q218=+20 ;DLUG. 1-SZEJ STRONY ~
Q219=+20 ;DLUG. 2-GIEJ STRONY ~
Q220=+5 ;PROMIEN NAROZA ~
Q368=+0.2 ;NADDATEK NA STRONE ~
Q224=+0 ;KAT OBROTU ~
Q367=+0 ;POLOZENIE KIESZENI ~
Q207=+500 ;POSUW FREZOWANIA ~
Q351=+1 ;RODZAJ FREZOWANIA ~
Q201=-9 ;GLEBOKOSC ~
Q202=+3 ;GLEBOKOSC DOSUWU ~
Q369=+0.1 ;NADDATEK NA DNIE ~
Q206=+150 ;WARTOSC POSUWU WGL. ~
Q338=+5 ;POSUW - OBR.WYKONCZ. ~
Q200=+2 ;BEZPIECZNA WYSOKOSC ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+50 ;2-GA BEZPIECZNA WYS. ~
Q370=+1 ;ZACHODZENIE TOROW ~
Q366=+1 ;ZAGLEBIANIE ~
Q385=+500 ;POSUW OBR.WYKAN.
16 CYCL CALL POS X+0 Y+0 Z+0 FMAX M3 M8
17 L Z+200 R0 FMAX M9 M6
18 TOOL CALL 14 Z S700 F300
19 ;wiertlo fi4.8
20 L Z+200 R0 FMAX M3 M8
21 CYCL DEF 200 WIERCENIE ~
Q200=+50 ;BEZPIECZNA WYSOKOSC ~
Q201=-12.4421 ;GLEBOKOSC ~
Q206=+150 ;WARTOSC POSUWU WGL. ~
Q202=+4 ;GLEBOKOSC DOSUWU ~
Q210=+0 ;PRZER. CZAS.NA GORZE ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+50 ;2-GA BEZPIECZNA WYS. ~
Q211=+0.1 ;PRZERWA CZAS. DNIE
22 CYCL DEF 220 SZABLON KOLOWY ~
Q216=+0 ;SRODEK W 1-SZEJ OSI ~
Q217=+0 ;SRODEK W 2-SZEJ OSI ~
Q244=+32 ;SREDNICA PODZ.OKREGU ~
Q245=+60 ;KAT POCZATKOWY ~
Q246=+360 ;KAT KONCOWY ~
Q247=+60 ;KATOWY PRZYROST-KROK ~
Q241=+6 ;LICZBA POWTORZEN ~
Q200=+10 ;BEZPIECZNA WYSOKOSC ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+50 ;2-GA BEZPIECZNA WYS. ~
Q301=+1 ;ODJAZD BEZPIECZNY ~
Q365=+1 ;RODZAJ PRZEMIESZCZ.
23 L Z+200 R0 FMAX M9 M6
24 M2
25 LBL 1
26 APPR LCT X-26 Y+0 R10 RL F600
27 CR X-23 Y+11 R+20.6 DR-
28 CR X-15 Y+19 R+8 DR+
29 CR X+15 Y+19 R+70.48 DR+
30 CR X+23 Y+11 R+8 DR+
31 CR X+23 Y-11 R+20.6 DR-
32 CR X+15 Y-19 R+8 DR+
33 CR X-15 Y-19 R+70.48 DR+
34 CR X-23 Y-11 R+8 DR+
35 CR X-26 Y+0 R+20.6 DR-
36 DEP LCT X-40 Y-15 R10 FMAX
37 LBL 0
38 END PGM frez_cc22 MM
0 BEGIN PGM frez_cc22 MM
1 BLK FORM 0.1 Z X-26 Y-22 Z-20
2 BLK FORM 0.2 X+26 Y+22 Z+0
3 TOOL CALL 12 Z S2000
4 ;frez palcowy fi12
5 L Z+200 R0 FMAX
6 L X-40 Y-15 R0 FMAX
7 CYCL DEF 14.0 GEOMETRIA KONTURU
8 CYCL DEF 14.1 PODPR.KONTURU1
9 CYCL DEF 25 KONTUR OTWARTY ~
Q1=-11 ;GLEBOKOSC FREZOWANIA ~
Q3=+0.5 ;NADDATEK NA STRONE ~
Q5=+0 ;WSPOLRZEDNE POWIERZ. ~
Q7=+50 ;BEZPIECZNA WYSOKOSC ~
Q10=-5 ;GLEBOKOSC DOSUWU ~
Q11=+150 ;WARTOSC POSUWU WGL. ~
Q12=+500 ;POSUW PRZY ROZWIERC. ~
Q15=+1 ;RODZAJ FREZOWANIA
10 CYCL CALL M3 M8
11 L Z+200 R0 FMAX M9 M6
12 TOOL CALL 13 Z S3000
13 ;frez palcowy do rowkow fi8
14 L Z+200 R0 FMAX
15 CYCL DEF 251 KIESZEN PROSTOKATNA ~
Q215=+0 ;RODZAJ OBROBKI ~
Q218=+20 ;DLUG. 1-SZEJ STRONY ~
Q219=+20 ;DLUG. 2-GIEJ STRONY ~
Q220=+5 ;PROMIEN NAROZA ~
Q368=+0.2 ;NADDATEK NA STRONE ~
Q224=+0 ;KAT OBROTU ~
Q367=+0 ;POLOZENIE KIESZENI ~
Q207=+500 ;POSUW FREZOWANIA ~
Q351=+1 ;RODZAJ FREZOWANIA ~
Q201=-9 ;GLEBOKOSC ~
Q202=+3 ;GLEBOKOSC DOSUWU ~
Q369=+0.1 ;NADDATEK NA DNIE ~
Q206=+150 ;WARTOSC POSUWU WGL. ~
Q338=+5 ;POSUW - OBR.WYKONCZ. ~
Q200=+2 ;BEZPIECZNA WYSOKOSC ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+50 ;2-GA BEZPIECZNA WYS. ~
Q370=+1 ;ZACHODZENIE TOROW ~
Q366=+1 ;ZAGLEBIANIE ~
Q385=+500 ;POSUW OBR.WYKAN.
16 CYCL CALL POS X+0 Y+0 Z+0 FMAX M3 M8
17 L Z+200 R0 FMAX M9 M6
18 TOOL CALL 14 Z S700 F300
19 ;wiertlo fi4.8
20 L Z+200 R0 FMAX M3 M8
21 CYCL DEF 200 WIERCENIE ~
Q200=+50 ;BEZPIECZNA WYSOKOSC ~
Q201=-12.4421 ;GLEBOKOSC ~
Q206=+150 ;WARTOSC POSUWU WGL. ~
Q202=+4 ;GLEBOKOSC DOSUWU ~
Q210=+0 ;PRZER. CZAS.NA GORZE ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+50 ;2-GA BEZPIECZNA WYS. ~
Q211=+0.1 ;PRZERWA CZAS. DNIE
22 CYCL DEF 220 SZABLON KOLOWY ~
Q216=+0 ;SRODEK W 1-SZEJ OSI ~
Q217=+0 ;SRODEK W 2-SZEJ OSI ~
Q244=+32 ;SREDNICA PODZ.OKREGU ~
Q245=+60 ;KAT POCZATKOWY ~
Q246=+360 ;KAT KONCOWY ~
Q247=+60 ;KATOWY PRZYROST-KROK ~
Q241=+6 ;LICZBA POWTORZEN ~
Q200=+10 ;BEZPIECZNA WYSOKOSC ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+50 ;2-GA BEZPIECZNA WYS. ~
Q301=+1 ;ODJAZD BEZPIECZNY ~
Q365=+1 ;RODZAJ PRZEMIESZCZ.
23 L Z+200 R0 FMAX M9 M6
24 M2
25 LBL 1
26 APPR LCT X-26 Y+0 R10 RL F600
27 CR X-23 Y+11 R+20.6 DR-
28 CR X-15 Y+19 R+8 DR+
29 CR X+15 Y+19 R+70.48 DR+
30 CR X+23 Y+11 R+8 DR+
31 CR X+23 Y-11 R+20.6 DR-
32 CR X+15 Y-19 R+8 DR+
33 CR X-15 Y-19 R+70.48 DR+
34 CR X-23 Y-11 R+8 DR+
35 CR X-26 Y+0 R+20.6 DR-
36 DEP LCT X-40 Y-15 R10 FMAX
37 LBL 0
38 END PGM frez_cc22 MM
początkujący
-
ciekavy
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 1
- Posty: 118
- Rejestracja: 16 wrz 2009, 16:55
- Lokalizacja: gdzieś tam
Nie widać bo przedobrzyłeś. Za bardzo chciałeś to upiększyć. Niepotrzebnie dałeś dojazd i odjazd po promieniu. Symulator odtwarzał grafikę ale z boku i jakieś śmieszne kształty. Tu masz poprawiony programmartinprz pisze:Meco poprawiłem tak jak mi zaleciłeś, ale po tych zmianach symulator nie pokazuje mi frezowania konturu, a tylko wiercenie i frezowanie kieszeni:(:
0 BEGIN PGM kontur MM
1 BLK FORM 0.1 Z X-26 Y-22 Z-20
2 BLK FORM 0.2 X+26 Y+22 Z+0
3 TOOL CALL 12 Z S2000
4 ;frez palcowy fi12
5 L Z+200 R0 FMAX
6 L X-40 Y-15 FMAX
7 CYCL DEF 14.0 GEOMETRIA KONTURU
8 CYCL DEF 14.1 PODPR.KONTURU1
9 CYCL DEF 25 KONTUR OTWARTY ~
Q1=-11 ;GLEBOKOSC FREZOWANIA ~
Q3=+0.5 ;NADDATEK NA STRONE ~
Q5=+0 ;WSPOLRZEDNE POWIERZ. ~
Q7=+50 ;BEZPIECZNA WYSOKOSC ~
Q10=-5 ;GLEBOKOSC DOSUWU ~
Q11=+150 ;WARTOSC POSUWU WGL. ~
Q12=+500 ;POSUW PRZY ROZWIERC. ~
Q15=+1 ;RODZAJ FREZOWANIA
10 CYCL CALL M3 M8
11 L Z+200 R0 FMAX M9
12 TOOL CALL 13 Z S3000
13 ;frez palcowy do rowkow fi8
14 L Z+200 R0 FMAX
15 CYCL DEF 251 KIESZEN PROSTOKATNA ~
Q215=+0 ;RODZAJ OBROBKI ~
Q218=+20 ;DLUG. 1-SZEJ STRONY ~
Q219=+20 ;DLUG. 2-GIEJ STRONY ~
Q220=+5 ;PROMIEN NAROZA ~
Q368=+0.2 ;NADDATEK NA STRONE ~
Q224=+0 ;KAT OBROTU ~
Q367=+0 ;POLOZENIE KIESZENI ~
Q207=+500 ;POSUW FREZOWANIA ~
Q351=+1 ;RODZAJ FREZOWANIA ~
Q201=-9 ;GLEBOKOSC ~
Q202=+3 ;GLEBOKOSC DOSUWU ~
Q369=+0.1 ;NADDATEK NA DNIE ~
Q206=+150 ;WARTOSC POSUWU WGL. ~
Q338=+5 ;POSUW - OBR.WYKONCZ. ~
Q200=+2 ;BEZPIECZNA WYSOKOSC ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+50 ;2-GA BEZPIECZNA WYS. ~
Q370=+1 ;ZACHODZENIE TOROW ~
Q366=+1 ;ZAGLEBIANIE ~
Q385=+500 ;POSUW OBR.WYKAN.
16 CYCL CALL POS X+0 Y+0 Z+0 FMAX M3 M8
17 L Z+200 R0 FMAX M9 M6
18 TOOL CALL 14 Z S700 F300
19 ;wiertlo fi4.8
20 L Z+200 R0 FMAX M3 M8
21 CYCL DEF 200 WIERCENIE ~
Q200=+50 ;BEZPIECZNA WYSOKOSC ~
Q201=-12.4421 ;GLEBOKOSC ~
Q206=+150 ;WARTOSC POSUWU WGL. ~
Q202=+4 ;GLEBOKOSC DOSUWU ~
Q210=+0 ;PRZER. CZAS.NA GORZE ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+50 ;2-GA BEZPIECZNA WYS. ~
Q211=+0.1 ;PRZERWA CZAS. DNIE
22 CYCL DEF 220 SZABLON KOLOWY ~
Q216=+0 ;SRODEK W 1-SZEJ OSI ~
Q217=+0 ;SRODEK W 2-SZEJ OSI ~
Q244=+32 ;SREDNICA PODZ.OKREGU ~
Q245=+60 ;KAT POCZATKOWY ~
Q246=+360 ;KAT KONCOWY ~
Q247=+60 ;KATOWY PRZYROST-KROK ~
Q241=+6 ;LICZBA POWTORZEN ~
Q200=+10 ;BEZPIECZNA WYSOKOSC ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+50 ;2-GA BEZPIECZNA WYS. ~
Q301=+1 ;ODJAZD BEZPIECZNY ~
Q365=+1 ;RODZAJ PRZEMIESZCZ.
23 L Z+200 R0 FMAX M9 M6
24 M2
25 LBL 1
26 L X-26 Y+0 RL
27 CR X-23 Y+11 R+20.6 DR-
28 CR X-15 Y+19 R+8 DR+
29 CR X+15 Y+19 R+70.48 DR+
30 CR X+23 Y+11 R+8 DR+
31 CR X+23 Y-11 R+20.6 DR-
32 CR X+15 Y-19 R+8 DR+
33 CR X-15 Y-19 R+70.48 DR+
34 CR X-23 Y-11 R+8 DR+
35 CR X-26 Y+0 R+20.6 DR-
36 L X-40 Y+0
37 LBL 0
38 END PGM kontur MM