marcin1916 pisze:Sterowanie heidenhain LE 412 M.(millplus).
Kolega ma niestety MillPlusa, sterowanie heidenhain z całkiem innej rodziny niż sterowania TNC, które chyba tylko DMG instaluje opcjonalnie do swoich maszyn, ich obsługa znacznie różni się od naszych niezastąpionych iTNC530 czy TNC430. Link do instrukcji zamieszczam poniżej.
Na końcu instrukcji jest opis jak skonfigurować sieć i wychodzi, że może nie być to takie proste, rzeczywiście wartość parametru MC313 jest jakimś hasłem, co do samej edycji parametrów MC to potrzebne jest też hasło dostępu, czy jest ono takie samo jak na TNC? tego nie wiem. Poza tym potrzebny byłby program np. CimcoNFS server.
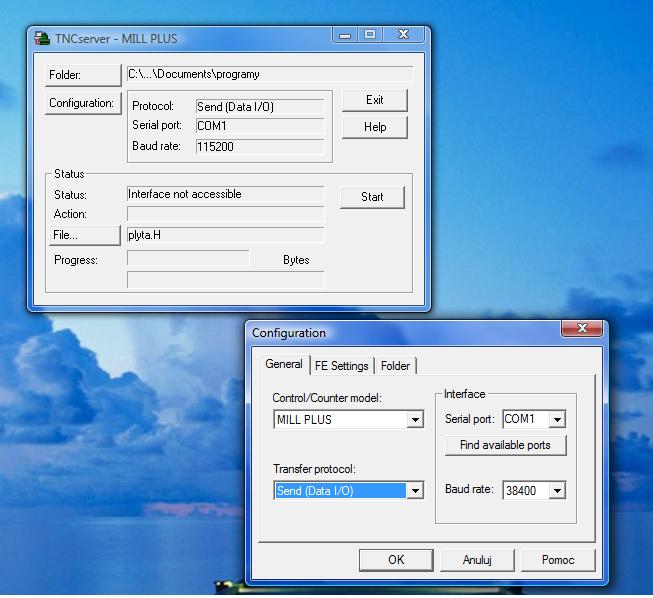
Wracając do RS232 to powinieneś używać z millplusem TNC servera, parametry połączenia w maszynie powinny być następujące:
901: 38400 baud rate
903: 1 Stop bits
904: 0 Number of zeros
905: 1 1: Data code ISO (7-bit even parity)
906: 1 Automatic code recognition
907: 0 Flow control: 0: RTS/CTS 1: RTS/CTS + XON/XOFF
908: 1 DTR control (Mill Plus)
Te parametry masz dostępne bez hasła w: instalacja/ stałe maszynowe/ użytkownik-MC.
Czy próbowałeś TNC servera z takimi ustawieniami?
Millplus LE412M




")


")
")
")