Strona 1 z 2
uniwersalny program na gabaryt inaczej
: 15 mar 2011, 21:48
autor: kropek1980
witam
zwracam się z prośba o podpowiedz lub napisanie przykładowego programu na gabaryt z dosuwaniem się narzędzia w osi X i Y. w taki sposób żeby można obrobić detal bokiem freza. może być np. płytka o wymiarach 100/100/10 z baza na środku i z na gorze.
: 15 mar 2011, 22:01
autor: WZÓR
... na jakie sterowanie ma być ten program ?
: 15 mar 2011, 22:02
autor: kropek1980
hh i530
: 15 mar 2011, 22:16
autor: WZÓR
Pobierz sobie podręcznik iTNC 530 Podręcznik obsługi , programowanie DIN- ISO
 http://chomikuj.pl/VF-5
http://chomikuj.pl/VF-5 Rozdział 6. programowanie konturów.
Tam jest to fajnie opisane.
: 15 mar 2011, 22:28
autor: kropek1980
nie wiem czy sie dobrze zrozumielismy.
normalnie gabaryt kostki lub plytki robimy obnizajac sie w osi Z o zadana wartosc a mi chodzi o program uniwersalny na gabaryt w taki sposob ze w osi Z narzedzie zjedzie na -10 a naddatek bedzie zbierac np po 1mm rownoczesnie z osi X i Y.
: 16 mar 2011, 10:49
autor: WZÓR
kropek1980 pisze:... a mi chodzi o program uniwersalny na gabaryt ...
Jak dobrze się orientuję , to chcesz program z Q parametrów.
Nie potrafię go napisać , ale zwróć się o pomoc do kolegi
rolercoler - widzę , że zna temat.
https://www.cnc.info.pl/topics82/szesciokat-vt24421.htm
: 16 mar 2011, 11:14
autor: rollaz
można tak zrobić wykorzystując do tego funkcje DR przy narzędziu zapętlić podprogram tak żeby po każdym przejściu odejmował sobie wartość DR
: 16 mar 2011, 14:47
autor: kropek1980
a czy moglbys podac jakis podglądowy program
: 16 mar 2011, 18:57
autor: Loser
Napisałem teraz więc działania nie miałem jak sprawdzić, ale powinno być nienajgorzej
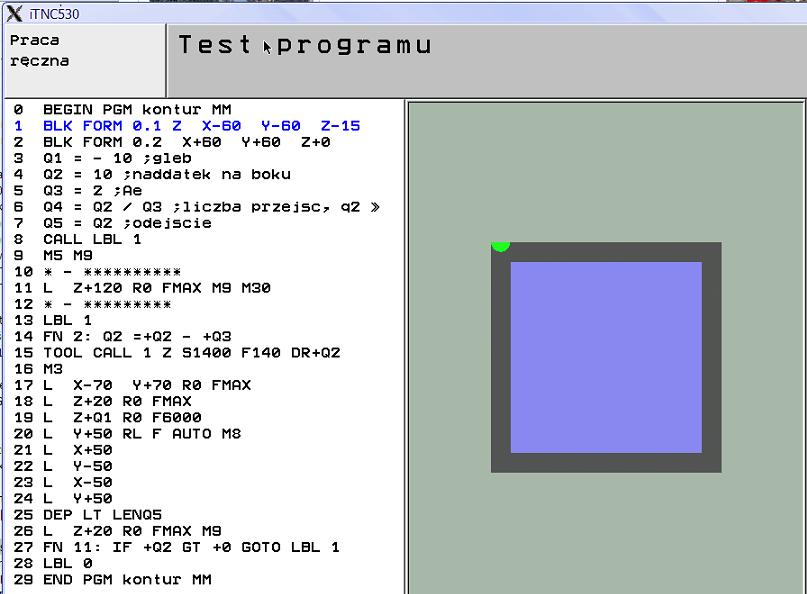
a no i pamiętaj że q2 musi sie dzielić przez q3 bez reszty

: 16 mar 2011, 19:02
autor: kropek1980
super jutro zaraz obadam sprawe w pracy
 [ Dodano: 2011-03-18, 20:31 ]
[ Dodano: 2011-03-18, 20:31 ]
programik sprawdzalem na maszynie co prawda tylko na grafice. dodalem kilka malych zmian poniewaz w takiej postaci jakiej podal pan mi programik wywala mi blad odwolania korekcji wiec zamiast dep lt ... dodana zostala linia y+70 oraz x-70R0 Fmax a wiec Q5 bylo juz nie potrzebne program smiga tylko gabaryt robi mniejszy o promien narzedzia. mam nadzieje ze w przyszlym tygodniu bede mial mozliwosc przetestowania programu juz na detalu
oczywiscie dam znac. dodam iz ten sposob robienia gabarytu podobno jest lepszy przy obrabianiu kwasowki cala powierzchnia freza.