Strona 1 z 2
Zero maszynowe , czy mozna przestawic ?
: 08 lut 2026, 22:07
autor: blasterpl
Spotykam się pierwszy raz z taka sytuacja , wydaje się , ze zero maszynowe jest ok. 200mm przed wrzecionem

Tokarka Gildemeister CTX 410 CNC PILOT 4290 . Tokarka nie ma krańcówek do bazowania osi , po uruchomieniu pamięta pozycje osi. Kiedy zaczytam T0 (czyli nie ma żadnych przesunięć dla narzędzia) , i skasuje przesuniecie Z dla detalu to żeby licznik dla Z pokazywał 0 to suport stoi ok. 200mm przed wrzecionem. Czy w tym sterowaniu jest jeszcze jakieś inne przesuniecie w osi Z

Co ciekawe to jak napisałem prosty programik na toczenie (oczywiście najpierw pomierzyłem narzędzia i ostawiłem Z0 na czole detalu) i go uruchamiam to w monecie gdy sterowanie zaczytuje linijkę z g-kodu z T1 to tak jak by pojawiało sie jakieś przesuniecie w osi Z o ok. 200-250mm i oczywiście suport zasuwa o tyle w+ a tam już wykonuje poprawnie program.
Czego się czepić , jakieś pomysły

Re: Zero maszynowe , czy mozna przestawic ?
: 08 lut 2026, 22:37
autor: Steryd
A jaki był fabryczny uchwyt.
Oczywiście w parametrach da się przestawić współrzędne maszynowe, czemu nie.
Re: Zero maszynowe , czy mozna przestawic ?
: 08 lut 2026, 22:53
autor: blasterpl
Uchwyt jest normalny 3 szczękowy 250 , ale w zestawie dostałem też uchwyt na tulejki.
Ciekawe jak / od czego jest liczone położenie współrzędnych maszynowych

Re: Zero maszynowe , czy mozna przestawic ?
: 09 lut 2026, 15:46
autor: Bandito
blasterpl pisze: ↑08 lut 2026, 22:53
Ciekawe jak / od czego jest liczone położenie współrzędnych maszynowych
Zależy jakie masz enkodery. Jeśli enkodery liniowe, to nie szuka krańcówek, ale zrobi krótkie ruchy i wie gdzie jest.
Re: Zero maszynowe , czy mozna przestawic ?
: 09 lut 2026, 19:02
autor: blasterpl
Enkodery sa absolutne czyli nie musi os wykonywać żadnego ruchu żeby po uruchomieniu sterowanie "wiedziało" gdzie sa osie i tak faktycznie jest , jak uruchomię procedure bazowania to wartości w okienkach pojawiają sie bez ruchu osiami.
Zaczynam podejrzewc , ze z jakiegoś powodu enkoder osi Z stracił parametry , jeśli tak jest to jak domniemam da się to ustawić ponownie tylko jak
Re: Zero maszynowe , czy mozna przestawic ?
: 09 lut 2026, 22:24
autor: 251mz
blasterpl pisze:ze z jakiegoś powodu enkoder osi Z stracił parametry
Jeśli jest absolutny to może mieć baterie na przewodzie enkoderowym.
Może być tak ,ze stracił bo było zimno podczas transportu , a u Ciebie jest ciepło nie traci pozycji po wyłączeniu...
Re: Zero maszynowe , czy mozna przestawic ?
: 10 lut 2026, 07:13
autor: blasterpl
Serwo osi Z to : Heidenhain QSY 155B EcoDyn , nr 339880-63 . AI twierdzi , ze jest to enkoder bez zasilania , może ktoś to potwierdzić ?
Re: Zero maszynowe , czy mozna przestawic ?
: 10 lut 2026, 19:35
autor: kszumek
Witam
masz dane maszynowe i ich opis ? jeśli tak możesz sprawdzić czy ktoś nie namieszał
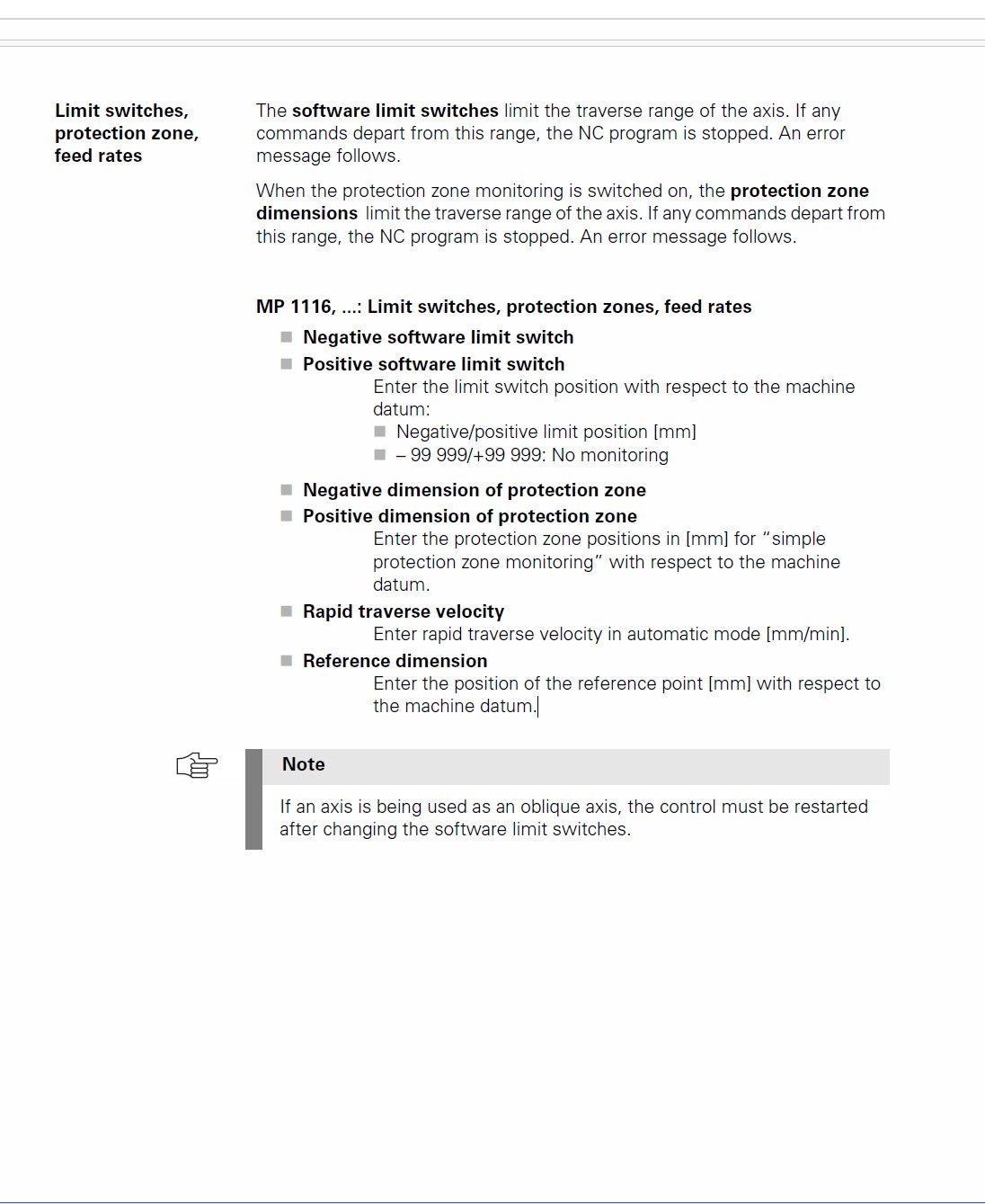
w danych maszynowych powinieneś mieć zakres ruchu i gdzie jest zero maszynowe względem
np indeksu z liniału (w danych odległości te będą wyrażone w mikronach ) , drugą daną maszynową którą możesz przesunąć zero jest coś co może mieć nazwę PLC offset ,pisze to na podstawie protoplasty HH niektóre opisy się zgadzają miedzy starymi a obecnymi HH, podejrzewam że w obecnym sterowaniu punktów za to odpowiedzialnych może być jeszcze więcej do tego sterowania znalazłem tylko szczątki opisu danych maszynowych
MP1116 MP1164 szukaj dzieś tu
Re: Zero maszynowe , czy mozna przestawic ?
: 10 lut 2026, 21:54
autor: blasterpl
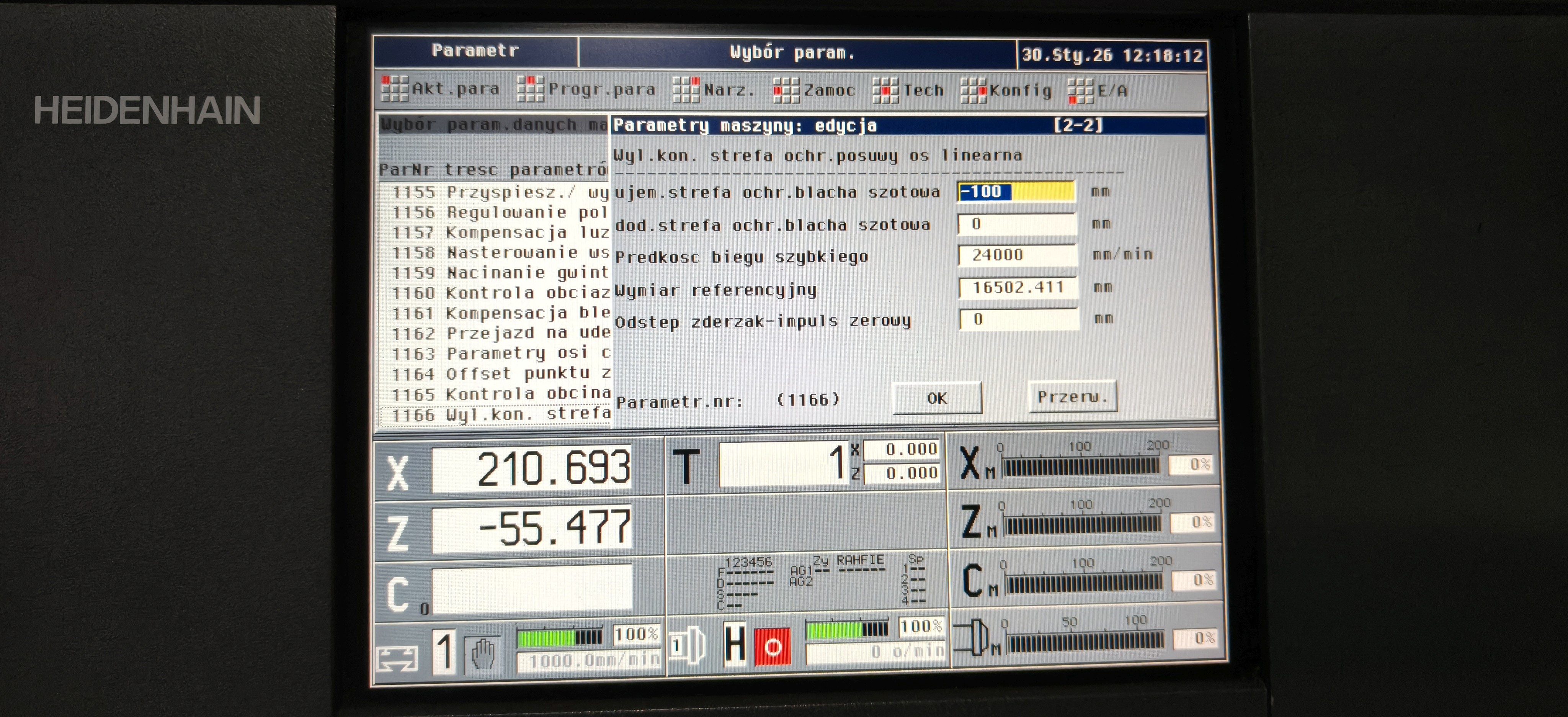
Mam takie informacje na temat tego parametru:
Re: Zero maszynowe , czy mozna przestawic ?
: 11 lut 2026, 07:34
autor: blasterpl
"Wymiar referencyjny" to jak dla mnie miejsce gdzie jedzie suport do bazowania , ale tu mamy enkoder absolutny wiec suport nigdzie nie musi jechać i dlatego ta wartość to jakieś śmieci (16502mm to po za obrabiarka).