Strona 1 z 1
instalowanie 4osi - kinematyka
: 08 maja 2025, 14:23
autor: kropek1980
Re: instalowanie 4osi - kinematyka
: 08 maja 2025, 21:40
autor: capt.d.
Aloha
Ustawiasz bazę tak jak w obróbce trzy osiowej - przy wyłączonym 3D-ROT.
Jeśli mnie pamięć nie myli, to PLANE jest do maszyn pięcioosiowych - użyj cyklu 19 i odpowiedniej wartości w osi A do pozycjonowania detalu - po czym normalna obróbka w trzech osiach.
Pozdrawiam.
Re: instalowanie 4osi - kinematyka
: 08 maja 2025, 21:53
autor: Steryd
Plane działa w 4 osiowych też.
Re: instalowanie 4osi - kinematyka
: 09 maja 2025, 06:40
autor: kropek1980
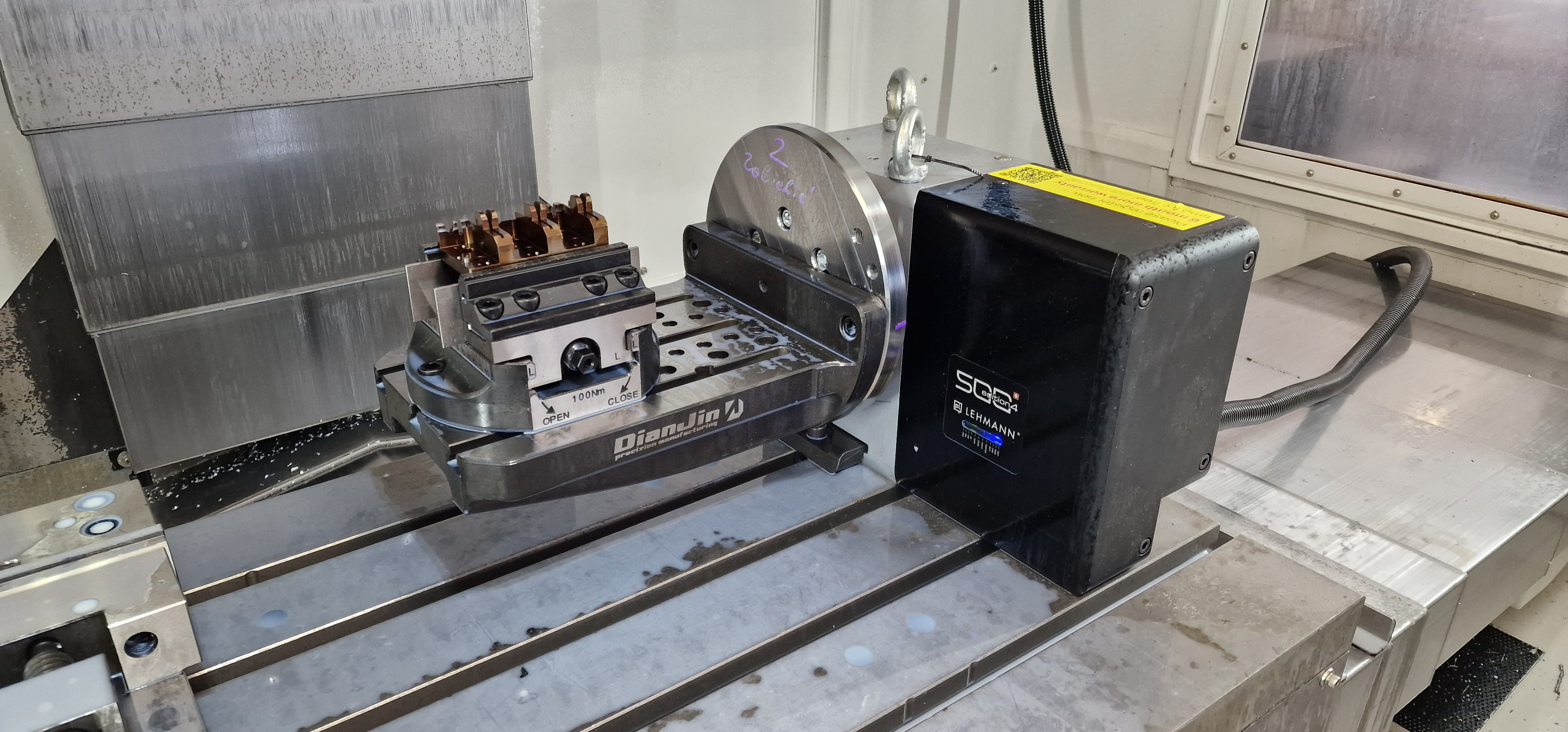
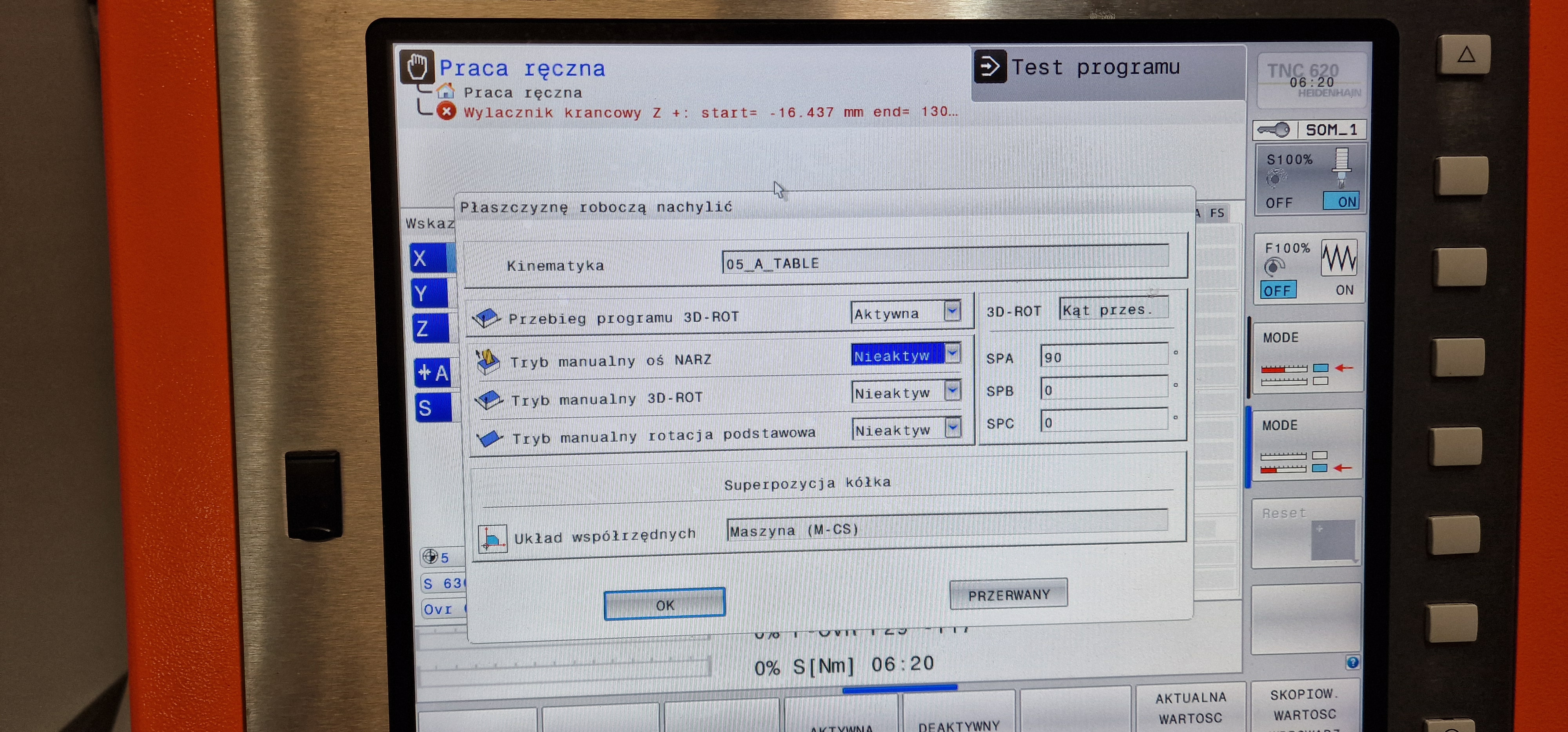
dodam ze podzielnica jest symultaniczna. same programy w formie indexowanej (czyli baza 1, obrót złapanie bazy2 itd działają) problem zaczyna się przy próbie puszczenia czegoś z cam lub napisaniu programu z pulpitu dla np 3fasolek ale według bazy1 i później dodaniu funkcji plane
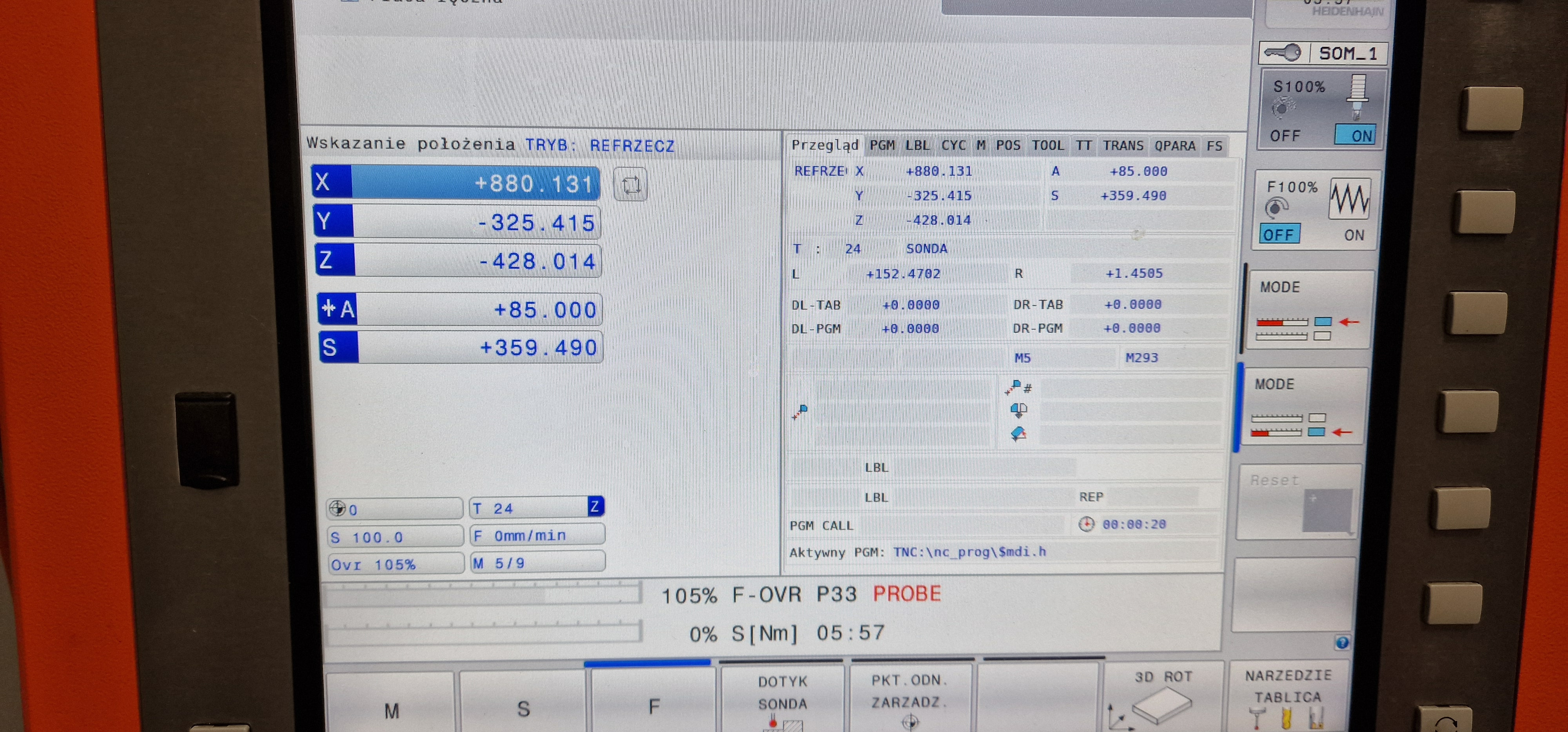
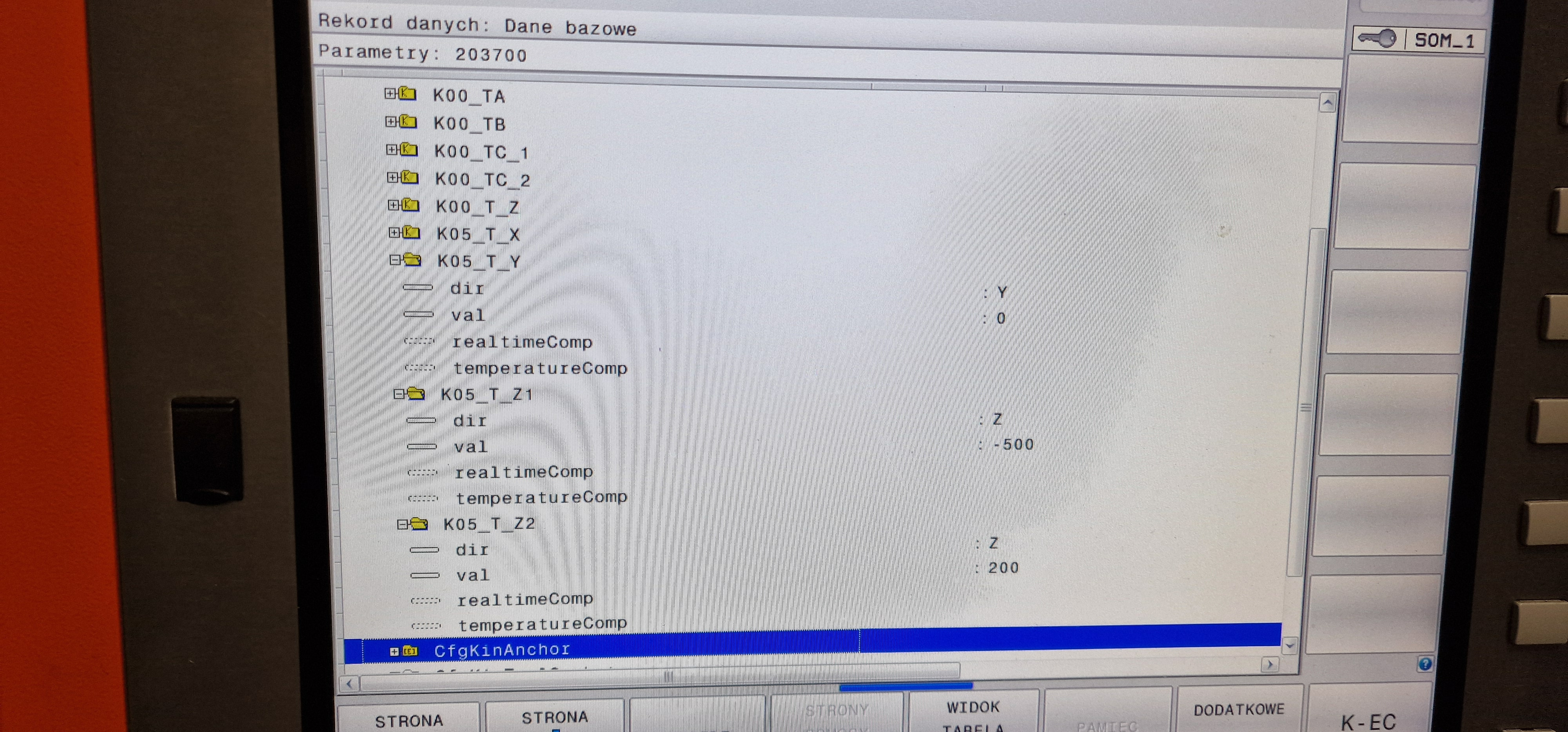
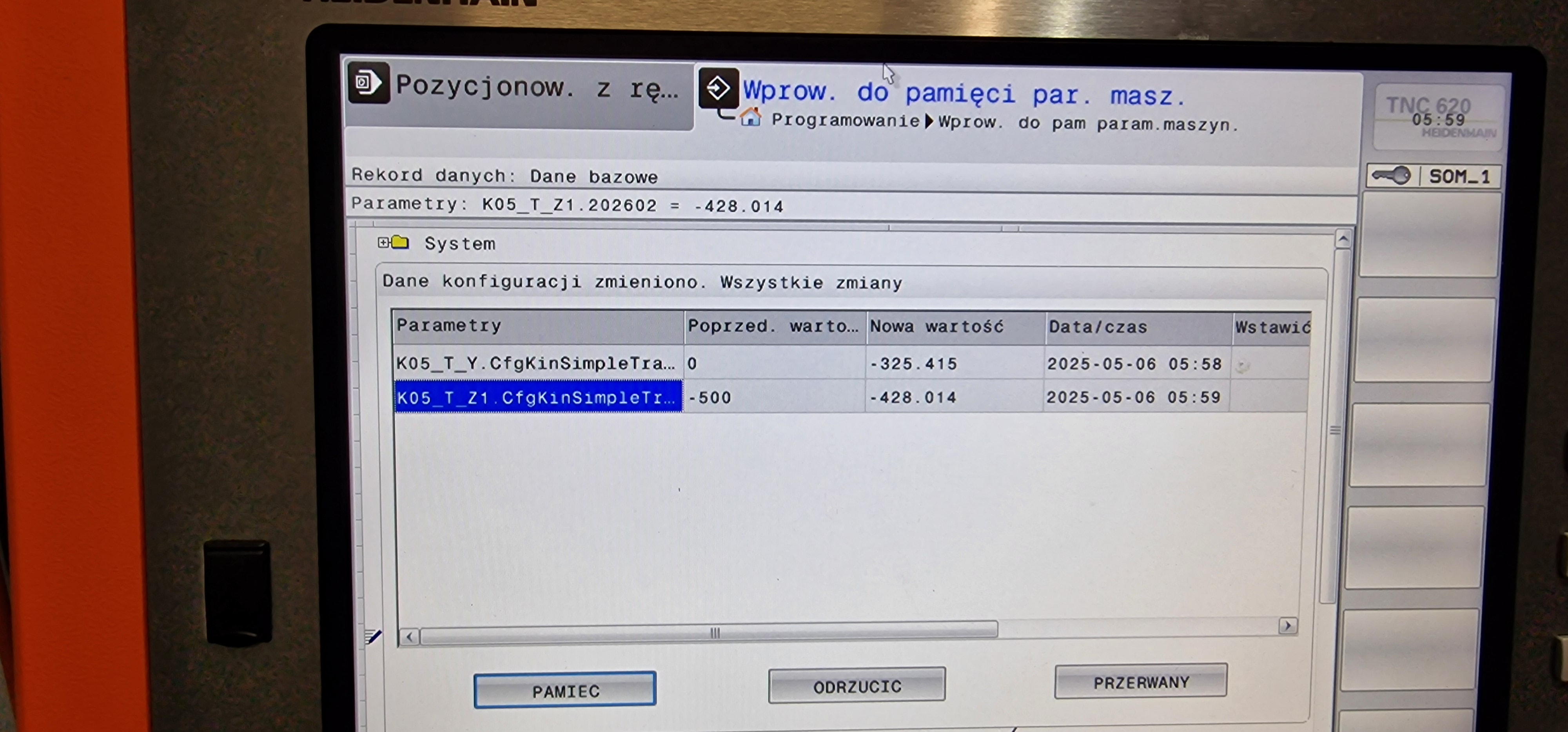
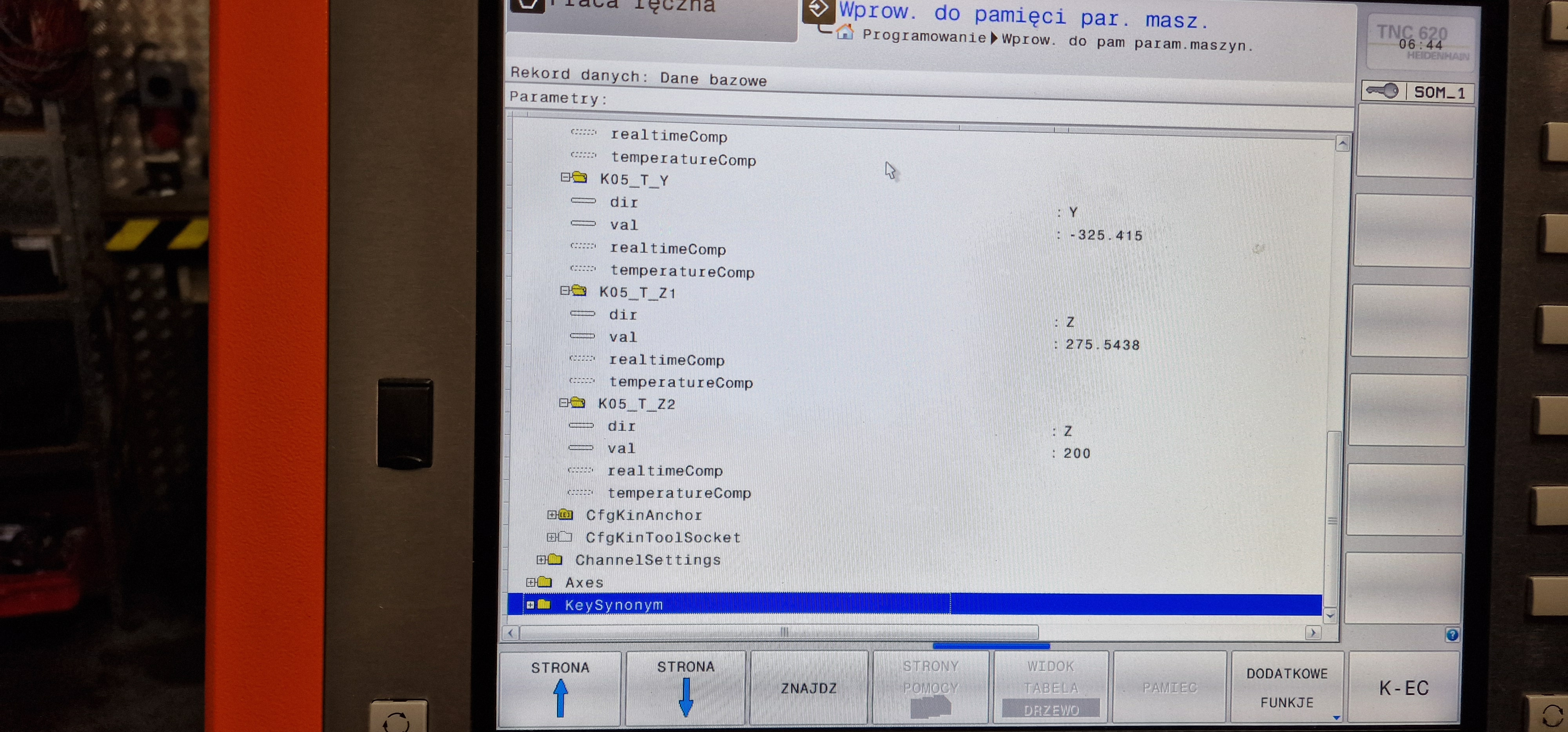
rozumiem ze samo złapanie kinematyki wygląda tak ze podaje środek w y i środek w z według współrzędnych maszynowych. szczerze mówiąc nie wiem czy aby na 100% w dobrym miejscu zapisałem w modalnych (podane przez serwisanta patrz zdj)
Re: instalowanie 4osi - kinematyka
: 09 maja 2025, 07:26
autor: capt.d.
Aloha
Steryd pisze:Plane działa w 4 osiowych też.
Jesteś pewien?

Instrukcja mówi, że tylko PLANE AXIAL jest wyjątkiem, a tutaj mamy SPATIAL.
kropek1980 pisze:problem zaczyna się
Pokaż jaki.
kropek1980 pisze:podane przez serwisanta
Więc powinno być dobrze, ale nie zaszkodzi dowiedzieć się u innego źródła. Jak będziemy pewni, że jest dobrze ustawiona będzie można się pochylić nad programem.
Pozdrawiam
Re: instalowanie 4osi - kinematyka
: 09 maja 2025, 08:23
autor: kropek1980
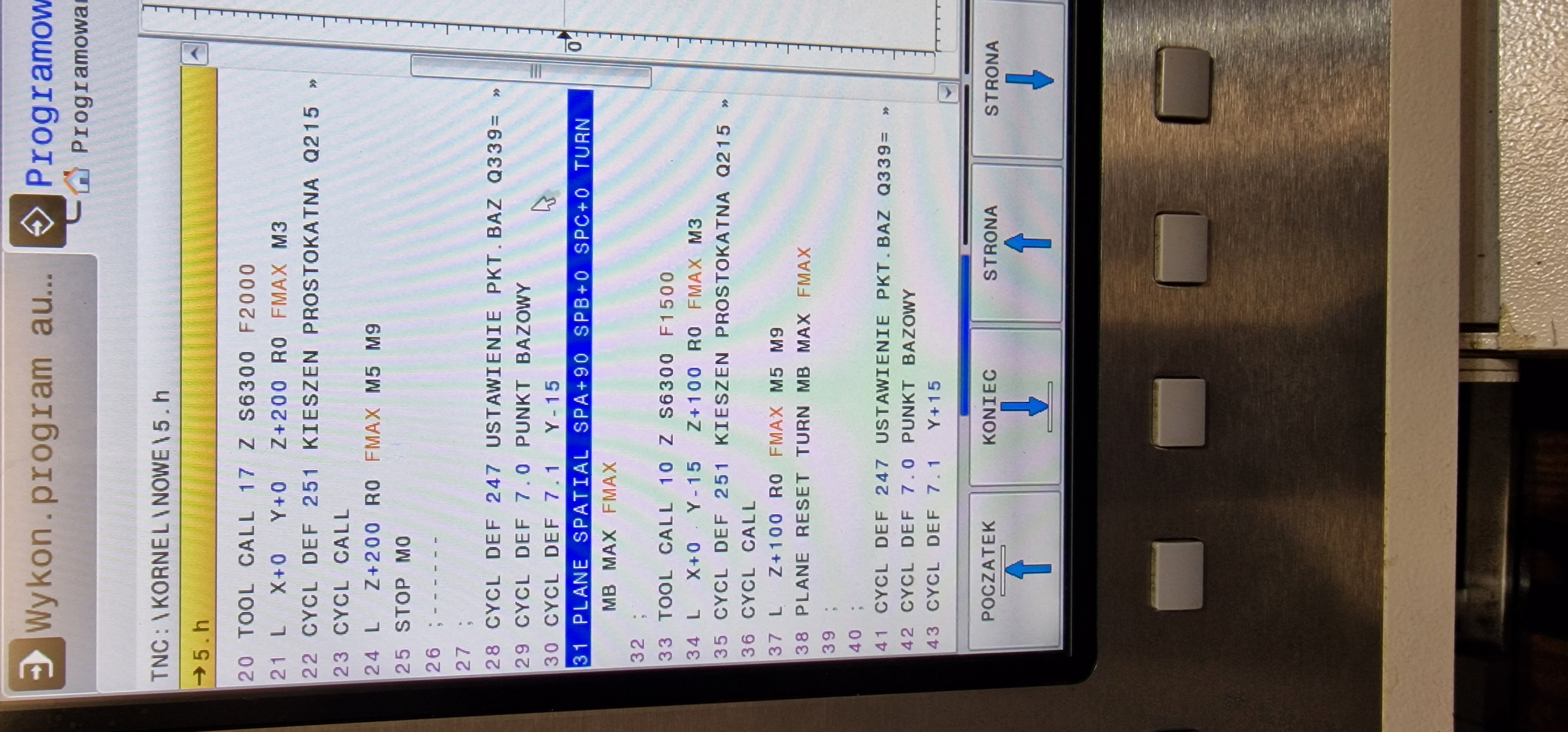
program detal zamontowany na kołysce jak na zdj., baza 1 środek jak na 3osiach i później reszta z programu.
przy drugiej i trzeciej bazie frez gdzieś jedzie w kosmos w maszynie...
0 BEGIN PGM 0000 MM
1 BLK FORM 0.1 Z X-53 Y-19.5 Z-32.5
2 BLK FORM 0.2 X+53 Y+19.5 Z+0.1
3 ;
4 CYCL DEF 247 USTAWIENIE PKT.BAZ ~
Q339=+1 ;NR PKT BAZOWEGO
5 ;
6 ;
7 TOOL CALL 17 Z S6300 F2000
8 L X+0 Y+0 Z+200 R0 FMAX M3
9 CYCL DEF 251 KIESZEN PROSTOKATNA ~
Q215=+0 ;RODZAJ OBROBKI ~
Q218=+95 ;DLUG. 1-SZEJ STRONY ~
Q219=+30 ;DLUG. 2-GIEJ STRONY ~
Q220=+0 ;PROMIEN NAROZA ~
Q368=+0 ;NADDATEK NA STRONE ~
Q224=+0 ;KAT OBROTU ~
Q367=+0 ;POLOZENIE KIESZENI ~
Q207= AUTO ;POSUW FREZOWANIA ~
Q351=+1 ;RODZAJ FREZOWANIA ~
Q201=-5 ;GLEBOKOSC ~
Q202=+5 ;GLEBOKOSC DOSUWU ~
Q369=+0 ;NADDATEK NA DNIE ~
Q206= AUTO ;WARTOSC POSUWU WGL. ~
Q338=+0 ;DOSUW - OBR.WYKONCZ. ~
Q200=+2 ;BEZPIECZNA WYSOKOSC ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+50 ;2-GA BEZPIECZNA WYS. ~
Q370=+1 ;ZACHODZENIE TOROW ~
Q366=+2 ;ZAGLEBIANIE ~
Q385= AUTO ;POSUW OBR.WYKAN. ~
Q439=+1 ;BAZA POSUWU
10 CYCL CALL
11 L Z+200 R0 FMAX M5 M9
12 STOP M0
13 ;------
14 ;
15 CYCL DEF 247 USTAWIENIE PKT.BAZ ~
Q339=+1 ;NR PKT BAZOWEGO
16 CYCL DEF 7.0 PUNKT BAZOWY
17 CYCL DEF 7.1 Y-15
18 PLANE SPATIAL SPA+90 SPB+0 SPC+0 TURN MB MAX FMAX
19 ;
20 TOOL CALL 10 Z S6300 F1500
21 L X+0 Y-15 Z+100 R0 FMAX M3
22 CYCL DEF 251 KIESZEN PROSTOKATNA ~
Q215=+0 ;RODZAJ OBROBKI ~
Q218=+80 ;DLUG. 1-SZEJ STRONY ~
Q219=+15 ;DLUG. 2-GIEJ STRONY ~
Q220=+0 ;PROMIEN NAROZA ~
Q368=+0 ;NADDATEK NA STRONE ~
Q224=+0 ;KAT OBROTU ~
Q367=+0 ;POLOZENIE KIESZENI ~
Q207= AUTO ;POSUW FREZOWANIA ~
Q351=+1 ;RODZAJ FREZOWANIA ~
Q201=-5 ;GLEBOKOSC ~
Q202=+5 ;GLEBOKOSC DOSUWU ~
Q369=+0 ;NADDATEK NA DNIE ~
Q206= AUTO ;WARTOSC POSUWU WGL. ~
Q338=+0 ;DOSUW - OBR.WYKONCZ. ~
Q200=+2 ;BEZPIECZNA WYSOKOSC ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+50 ;2-GA BEZPIECZNA WYS. ~
Q370=+1 ;ZACHODZENIE TOROW ~
Q366=+2 ;ZAGLEBIANIE ~
Q385= AUTO ;POSUW OBR.WYKAN. ~
Q439=+0 ;BAZA POSUWU
23 CYCL CALL
24 L Z+100 R0 FMAX M5 M9
25 PLANE RESET TURN MB MAX FMAX
26 ;
27 ;
28 CYCL DEF 247 USTAWIENIE PKT.BAZ ~
Q339=+1 ;NR PKT BAZOWEGO
29 CYCL DEF 7.0 PUNKT BAZOWY
30 CYCL DEF 7.1 Y+15
31 PLANE SPATIAL SPA-90 SPB+0 SPC+0 TURN MB MAX FMAX
32 ;
33 TOOL CALL 10 Z S6300 F1500
34 L X+0 Y+15 Z+200 R0 FMAX M3
35 CYCL DEF 251 KIESZEN PROSTOKATNA ~
Q215=+0 ;RODZAJ OBROBKI ~
Q218=+80 ;DLUG. 1-SZEJ STRONY ~
Q219=+15 ;DLUG. 2-GIEJ STRONY ~
Q220=+0 ;PROMIEN NAROZA ~
Q368=+0 ;NADDATEK NA STRONE ~
Q224=+0 ;KAT OBROTU ~
Q367=+0 ;POLOZENIE KIESZENI ~
Q207= AUTO ;POSUW FREZOWANIA ~
Q351=+1 ;RODZAJ FREZOWANIA ~
Q201=-5 ;GLEBOKOSC ~
Q202=+5 ;GLEBOKOSC DOSUWU ~
Q369=+0 ;NADDATEK NA DNIE ~
Q206= AUTO ;WARTOSC POSUWU WGL. ~
Q338=+0 ;DOSUW - OBR.WYKONCZ. ~
Q200=+2 ;BEZPIECZNA WYSOKOSC ~
Q203=+0 ;WSPOLRZEDNE POWIERZ. ~
Q204=+50 ;2-GA BEZPIECZNA WYS. ~
Q370=+1 ;ZACHODZENIE TOROW ~
Q366=+2 ;ZAGLEBIANIE ~
Q385= AUTO ;POSUW OBR.WYKAN. ~
Q439=+0 ;BAZA POSUWU
36 CYCL CALL
37 L Z+200 R0 FMAX M5 M9
38 PLANE RESET TURN MB MAX FMAX
39 L X-1 Y+0 R0 FMAX M91
40 M30
41 END PGM 0000 MM
Re: instalowanie 4osi - kinematyka
: 09 maja 2025, 09:25
autor: capt.d.
Aloha
Po co Ci te przesunięcie przed PLANE? Cykl 247 wystarczy raz przywołać. Spróbuj z cyklem 19.
Pozdrawiam
Re: instalowanie 4osi - kinematyka
: 09 maja 2025, 09:51
autor: kropek1980
detal jest zamontowany na kołysce jak na zdjęciu (nie jest w osi podzielnicy) dla tego tez plane, sam cykl 247 podejrzewam ze nawet jak jest kilka razy nic nie zmienia, zaraz zobaczę jak się zachowa program z cyklem19
Re: instalowanie 4osi - kinematyka
: 09 maja 2025, 16:21
autor: capt.d.
Aloha
kropek1980 pisze:(nie jest w osi podzielnicy)
Nie ma znaczenia.
kropek1980 pisze:dla tego tez plane
Według instrukcji HH nie powinien działać.
kropek1980 pisze:nawet jak jest kilka razy nic nie zmienia
Tak, dlatego właśnie jest niepotrzebnie przywołany.
Pozdrawiam