PLC 33 TOOL CALL = 0 OR > 16
: 10 gru 2021, 10:30
Witam,
Od niedawna jestem w posiadaniu zasłużonej maszyny ABENE SMG SVM-4 z 1997 roku na sterowaniu HH TNC 410. Maszyna bez żadnych problemów popracowała jedną zmianę, jednak następnego dnia już się nie uruchomiła. Mechanik który wcześniej serwisował maszynę zasugerował że padło PLC i należy zrobić backup.
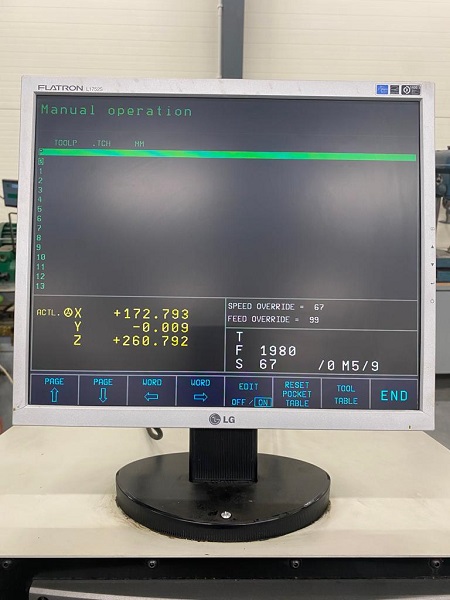
Od poprzedniego właściciela maszyny otrzymałem niezbędne pliki plc .PLC oraz parametry .MP i zrobiłem backup. Maszyna uruchamia się bez problemów, zjeżdża na referencje natomiast nie jestem w stanie wywołać narzędzia do wrzeciona. Na monitorze po rozjechaniu maszyny nie pojawia się nic przy T. A w momencie wywołania narzędzia wyskakuje błąd PLC 33 TOOL CALL 0 or > 16.
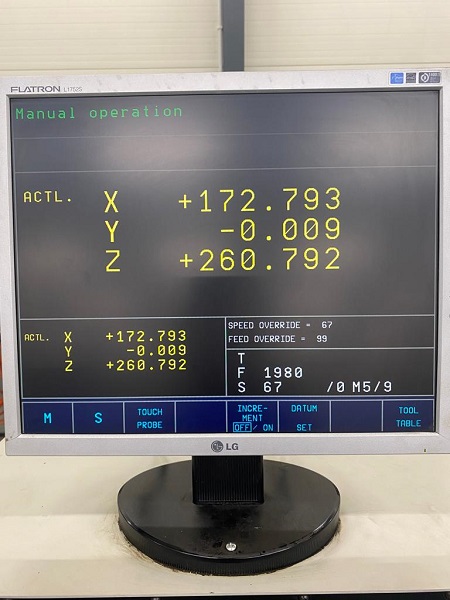
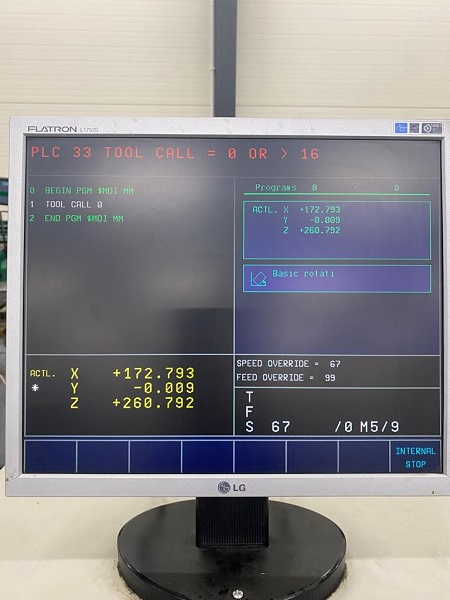
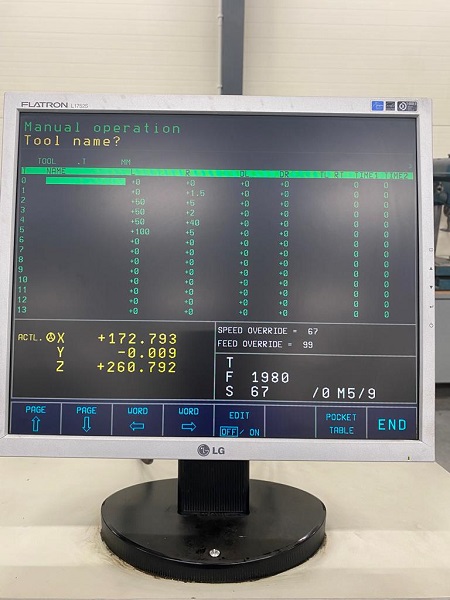
Tabela stanowiskowa ( POCKET TABLE ) jest niewypełniona ( może to stanowi problem ) i nie da się jej edytować.
Może jest ktoś na forum kto miał podobne problemy na tym bądź innym sterowaniu? Chciałem zaznaczyć, że jest to pierwsza maszyna w naszej firmie na sterowaniu HH i dopiero ją poznajemy więc prosiłbym o wyrozumiałość
Z góry dziękuję za pomoc.
Od niedawna jestem w posiadaniu zasłużonej maszyny ABENE SMG SVM-4 z 1997 roku na sterowaniu HH TNC 410. Maszyna bez żadnych problemów popracowała jedną zmianę, jednak następnego dnia już się nie uruchomiła. Mechanik który wcześniej serwisował maszynę zasugerował że padło PLC i należy zrobić backup.
Od poprzedniego właściciela maszyny otrzymałem niezbędne pliki plc .PLC oraz parametry .MP i zrobiłem backup. Maszyna uruchamia się bez problemów, zjeżdża na referencje natomiast nie jestem w stanie wywołać narzędzia do wrzeciona. Na monitorze po rozjechaniu maszyny nie pojawia się nic przy T. A w momencie wywołania narzędzia wyskakuje błąd PLC 33 TOOL CALL 0 or > 16.
Tabela stanowiskowa ( POCKET TABLE ) jest niewypełniona ( może to stanowi problem ) i nie da się jej edytować.
Może jest ktoś na forum kto miał podobne problemy na tym bądź innym sterowaniu? Chciałem zaznaczyć, że jest to pierwsza maszyna w naszej firmie na sterowaniu HH i dopiero ją poznajemy więc prosiłbym o wyrozumiałość
Z góry dziękuję za pomoc.