Strona 1 z 5
HH tnc530
: 15 lut 2020, 11:14
autor: paweł130679
Witam wszystkich
Potrzebuje pomocy na pisanie programu w HH 530 . Dokładnie chodzi o fazki 12 x 45 w "Zet"-100 , próbowałem z chf ale nie daje rady.
Pozycje do obróbki to x0y0 i x2200y0, frez ⌀ 40mm.
Z góry dziękuję za pomoc.
Re: HH tnc530
: 15 lut 2020, 14:32
autor: Steryd
Weź to narysuj, bo nie wiadomo o co Ci się rozchodzi
Re: HH tnc530
: 15 lut 2020, 15:15
autor: JacekBelof
Strasznie haotycznie napisane, ale z tego co rozumiem, to chcesz uzyskać fazę w płaszczyźnie pionowej... pewnie, gdyby była od Z0 to zastosowałbyś fazownik... cóż muszę cię rozczarować, CHF działa tylko w płaszczyźnie obróbki... jeżeli masz maszynę trzyosiową, to pozostaje ci długi fazownik, wierszowane, lub przemocowanie i wykonanie tego w kolejnej operacji... przy czterech/pięciu osiach robisz z pochylenia.
Re: HH tnc530
: 15 lut 2020, 17:00
autor: paweł130679
Dodane 5 minuty 21 sekundy:
Dodane 1 godzina 36 minuty 35 sekundy:

Faza jest w płaszczyźnie x i y, przepraszam jak coś źle opisuje ,ja tak to rozumuje .Jestem na początku drogi z CNC.
Pozdrawiam
Re: HH tnc530
: 15 lut 2020, 18:39
autor: JacekBelof
Chyba wreszcie wiem o co chodzi, przynajmniej tak mi się wydaje... chciałeś zrobić fazę przy pomocy samego CHF... spróbuj może tak:
L X -22 Y-12.001 R0 FMAX
L Z-nn R0 FMAX
APPLN X0 Y-12 RL LEN 2 Fnn
L Y0
CHF 12
L X12.001
DEPLN LEN2
L Znn R0 FMAX
nn - dowolna liczba
APP i DEP nie są niezbędne, ważne, żeby w trakcie obróbki była zdefiniowana korekcja RL, lub RR, w zależności od potrzeby.
Re: HH tnc530
: 15 lut 2020, 19:55
autor: paweł130679
 Przejrzano 812 razy")
- Hh
Zrobiłem tak i chyba dalej źle przynajmniej w symulatorze dziwnie pokazuje,to co podesłałes "Jacek" jest do mnie nie zrozumiałe.W praktyce to jest przecież bardzo prosta sprawa ,

Re: HH tnc530
: 15 lut 2020, 21:43
autor: Steryd
Jeśli chcesz zrobić to w kilku poziomach, to musisz albo zmieniać kolekcję, albo objeżdżać na około.
Jak trzymasz narzędzie po tej samej stronie konturu cały czas, to przy nawrotach musi przeskoczyć linię naokoło. To takie trochę podstawy.
Re: HH tnc530
: 15 lut 2020, 22:06
autor: paweł130679
Na około odpada bo płyta ma 2200 x 1500 a frezarka tego nie ogarnia,jedynie zmieniać korekcje to rozumiem ale dużo pisania ?
Re: HH tnc530
: 15 lut 2020, 22:30
autor: JacekBelof
W jedną stronę RL, a z powrotem RR, ewentualnie wyjeżdżać w Z na bezpieczną:
Q1=0
LBL1
Q1=Q1-1
L Xnn Ynn R0 FMAX
LZQ1 R0 FMAX
L...
CHF...
L...
L Znn
CALL LBL 1 REPnn
Re: HH tnc530
: 17 lut 2020, 15:08
autor: ser1ous
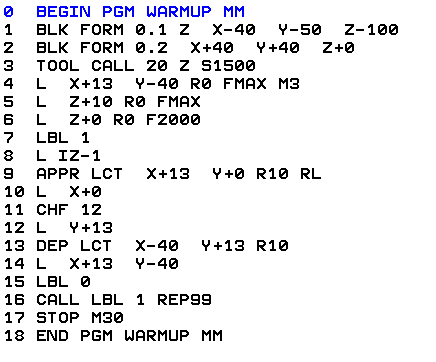
Program na fazkę z lewej strony, zobacz czy zadziała.