



")
Pokaż program,
Narzędzia ustawione dobrze?
Nie jest włączone skalowanie wymiarów?
Zrób zdjęcie tabeli ofsetow z wierszem w ktorym jest baza, której uzywasz.
Ustawienia maszynowe "MP" Heidenhain


-
maniek70
- Czytelnik forum poziom 1 (min. 10)
")
- Posty w temacie: 10
- Posty: 10
- Rejestracja: 18 lut 2020, 11:54
Re: Ustawienia maszynowe "MP" Heidenhain
Witam
po wykonaniu detalu sprawdziłem wartość bazy w poszczególnych osiach było ustawione ok.
gdyby było skalowanie to wymiary miałbym przesunięte x stały współczynnik a ty są wszystkie przesunięte o stałą wartość 5 mm
sprawdzałem też w tabeli narzędzi ustawienia elektronicznej sondy pomiarowej gdzie jest podany wymiar kulki , było ok.
Czytając posty zastanowił mnie parametr MP , czy gdyby w ustawieniach maszynowych przesunąć oś np X o 5mm jaki to da efekt??
po wykonaniu detalu sprawdziłem wartość bazy w poszczególnych osiach było ustawione ok.
gdyby było skalowanie to wymiary miałbym przesunięte x stały współczynnik a ty są wszystkie przesunięte o stałą wartość 5 mm
sprawdzałem też w tabeli narzędzi ustawienia elektronicznej sondy pomiarowej gdzie jest podany wymiar kulki , było ok.
Czytając posty zastanowił mnie parametr MP , czy gdyby w ustawieniach maszynowych przesunąć oś np X o 5mm jaki to da efekt??
-
maniek70
- Czytelnik forum poziom 1 (min. 10)
- Posty w temacie: 10
- Posty: 10
- Rejestracja: 18 lut 2020, 11:54
Re: Ustawienia maszynowe "MP" Heidenhain
[img]https:// 
 [/img]
[/img]
Dodane 7 minuty 32 sekundy:
Witam
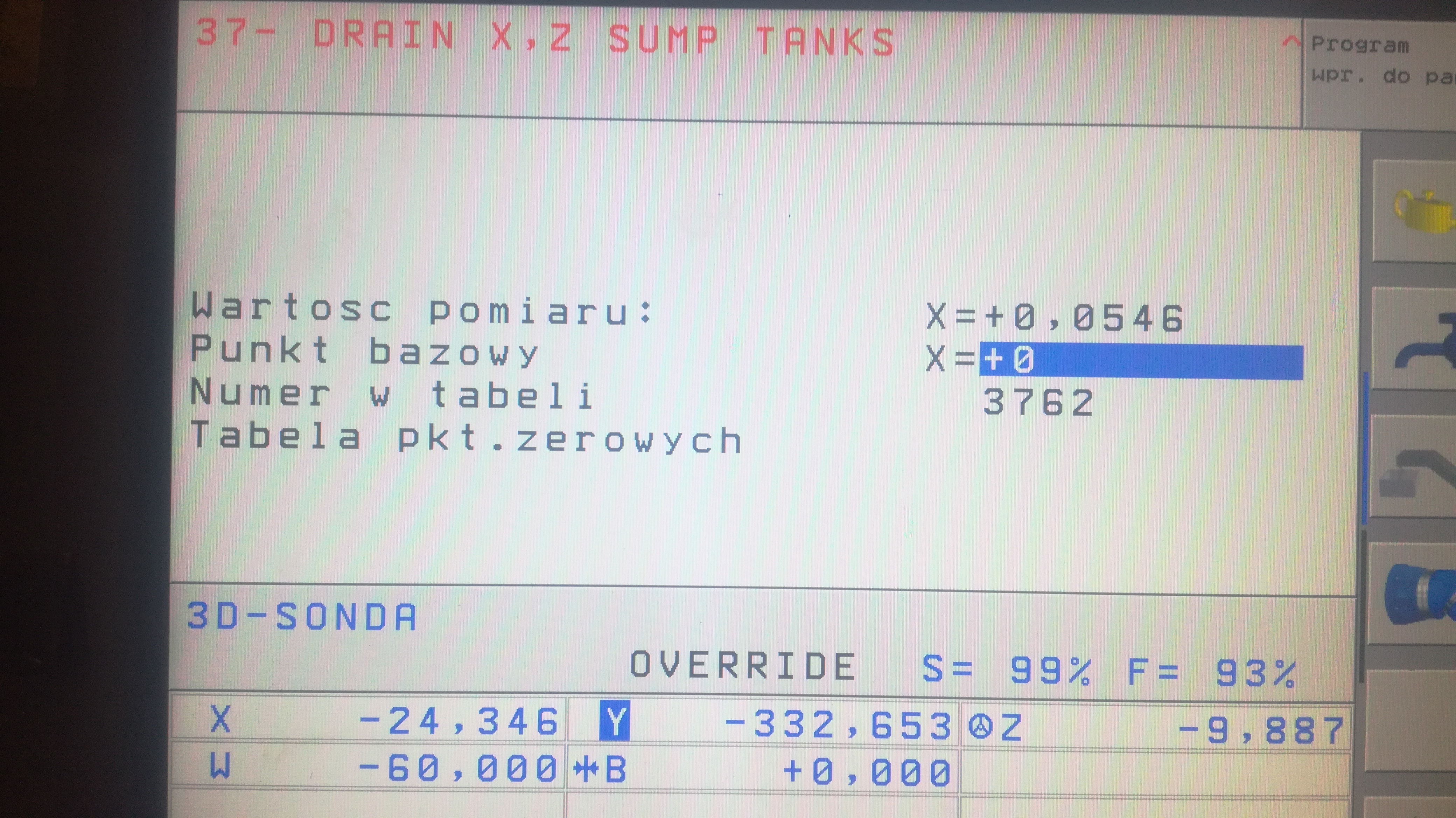
w załączeniu jest zdjęcie z sprawdzenia bazy w osi X jaką wykonałem po wykonaniu detalu. na załączonym zdjęciu ma on na początku i końcu symetryczne zejścia. po wykonaniu frezowania przy zamontowanym detalu dosuniętym do zderzaka pierwszy skos wyszedł o 5 mm dłuższy od końcowego . Tak więc element musiałem odsunąć 5 mm od bazy aby skosy wyszły jednakowe.
sprawdzenie bazy potwierdziło, że była dobrze ustawiona.
podobny przypadek miałem w osi Y gdzie wszystkie wymiary były przesunięte o 5mm ???
jak to można wytłumaczyć.
gościu pracuje już 5 lat na tej maszynie i pisze programy a więc dobrze się zna.
Dodane 15 minuty 2 sekundy:
zapomniałem dodać ,że dwa dni wcześniej robiłem te same elementy normalnie na zderzak i było OK. a potem miałem skończyć partię i było już przesunięcie.
[/img]Dodane 7 minuty 32 sekundy:
Witam
w załączeniu jest zdjęcie z sprawdzenia bazy w osi X jaką wykonałem po wykonaniu detalu. na załączonym zdjęciu ma on na początku i końcu symetryczne zejścia. po wykonaniu frezowania przy zamontowanym detalu dosuniętym do zderzaka pierwszy skos wyszedł o 5 mm dłuższy od końcowego . Tak więc element musiałem odsunąć 5 mm od bazy aby skosy wyszły jednakowe.
sprawdzenie bazy potwierdziło, że była dobrze ustawiona.
podobny przypadek miałem w osi Y gdzie wszystkie wymiary były przesunięte o 5mm ???
jak to można wytłumaczyć.
gościu pracuje już 5 lat na tej maszynie i pisze programy a więc dobrze się zna.
Dodane 15 minuty 2 sekundy:
zapomniałem dodać ,że dwa dni wcześniej robiłem te same elementy normalnie na zderzak i było OK. a potem miałem skończyć partię i było już przesunięcie.
-
 JacekBelof
JacekBelof
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 5
- Posty: 726
- Rejestracja: 02 gru 2018, 22:25
- Lokalizacja: W d u p i e
Re: Ustawienia maszynowe "MP" Heidenhain
Czytam to i tak się zastanawiam... jest taki cykl jak CYCLE 7 DATUM SHIFT... i on się różnie zachowuje w zależności od implementacji sterowania... mamy w sumie 6 maszyn na HH i na dwóch, jeśli nie odwołamy, przesunięcia zapamiętuje nawet po wyłączeniu zasilania... zresztą tyczy się to też i pozostałych transformacji (rotacji, skalowania, odbicia lustrzanego).
Spróbuj wpisać w MDA:
CYCL DEF 7.0 DATUM SHIFT
CYCL DEF 7.1 X+0
CYCL DEF 7.2 Y+0
CYCL DEF 7.3 Z+0
Jeśli to by było to, to nie zapomnij potem, po każdym wywołaniu takich przekształceń, wyzerować ich.
Na początku przyszła mi na myśl jeszcze kalibracja układu pomiarowego, ale jeśli problemy w osi X i Y nie wystąpiły równocześnie, to raczej nie to.
Spróbuj wpisać w MDA:
CYCL DEF 7.0 DATUM SHIFT
CYCL DEF 7.1 X+0
CYCL DEF 7.2 Y+0
CYCL DEF 7.3 Z+0
Jeśli to by było to, to nie zapomnij potem, po każdym wywołaniu takich przekształceń, wyzerować ich.
Na początku przyszła mi na myśl jeszcze kalibracja układu pomiarowego, ale jeśli problemy w osi X i Y nie wystąpiły równocześnie, to raczej nie to.
Jak nie potraficie zapanować nad spamem, to p_i_e_r_d_o_l_ę ja was!
-
JacekBelof
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 5
- Posty: 726
- Rejestracja: 02 gru 2018, 22:25
- Lokalizacja: W d u p i e
Re: Ustawienia maszynowe "MP" Heidenhain
Masz na myśli "37" widoczne u góry... cóż pomyłka, to numer komunikatu - opróżnij miski olejowe osi X/Y - prawdopodobnie są gdzieś pod prowadnicami miski, w których zbiera się nadmiar oleju i są pełne, lub czujnik poziomu zaciął się w górnej pozycji... natomiast ze zdjęcia nic nie wynika na której bazie aktualnie pracuje.
Jak nie potraficie zapanować nad spamem, to p_i_e_r_d_o_l_ę ja was!
-
JacekBelof
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 5
- Posty: 726
- Rejestracja: 02 gru 2018, 22:25
- Lokalizacja: W d u p i e
Re: Ustawienia maszynowe "MP" Heidenhain
Jeżeli pracuje na tym samym, to jaki problem?!
Jak nie potraficie zapanować nad spamem, to p_i_e_r_d_o_l_ę ja was!






