



")
chodzi mi po głowie wykonanie stołu spawalniczego na własne potrzeby. Chciałbym mieć, równy, otworowany blat, żeby łatwo mocować materiał i móc stosować systemowe akcesoria.
Myślałem, żeby blat zrobić z blachy 16mm, zlecić wycięcie plazmą/laserem z grubsza pasów blachy ~300 x 1200 mm, następnie oddać je do przeszlifowania na szlifierkę płaszczyznową z obu stron i znów na laser dla ostatecznego wycięcia na wymiar i wykonanie otworów pod akcesoria.
Dlaczego od razu nie wycinać na laserze otworów i ostatecznego rozmiaru? - obawiam się, że po przeszlifowaniu otwory i krawędzie mogą nie być idealnie prostopadłe do płaszczyzny.
Powiedzcie jak to widzicie?
Czy ostateczne cięcie laserem nie spowoduje odkształceń i deformacji blachy? Jaką dokładność można uzyskać na powszechnie dostępnych szlifierkach?
A może da się kupić gdzieś w Polsce takie gotowe blaty?
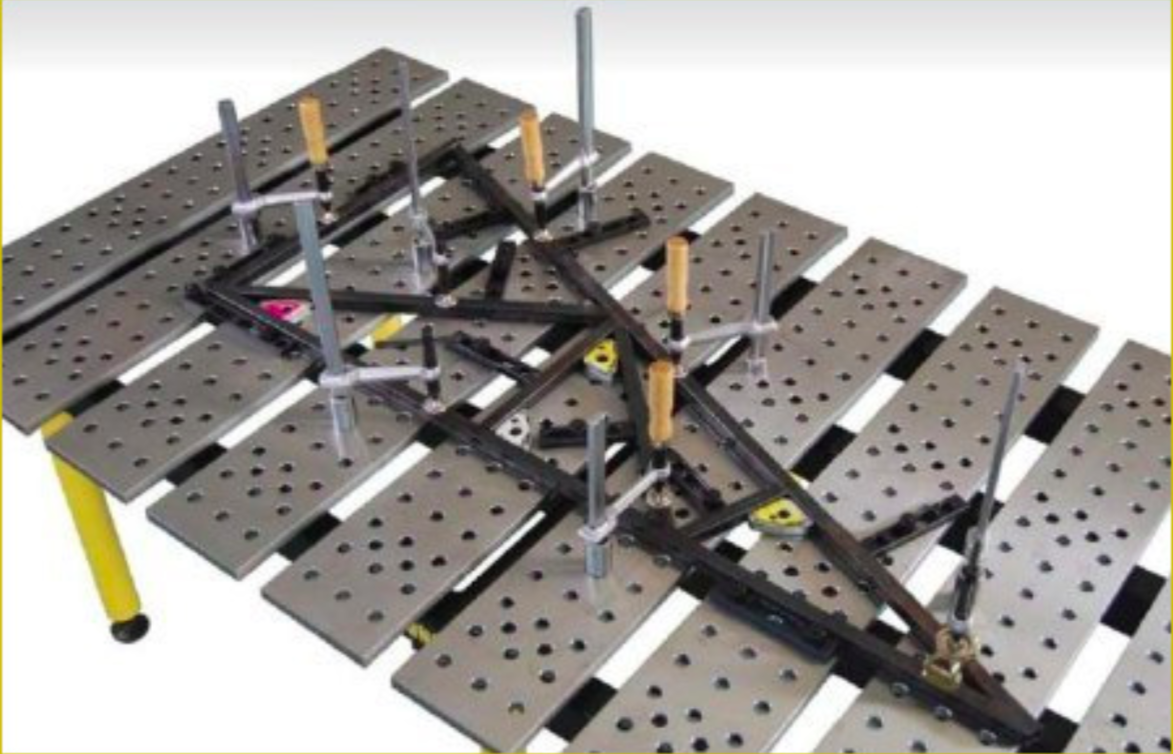
orientacyjny wygląd blatu:
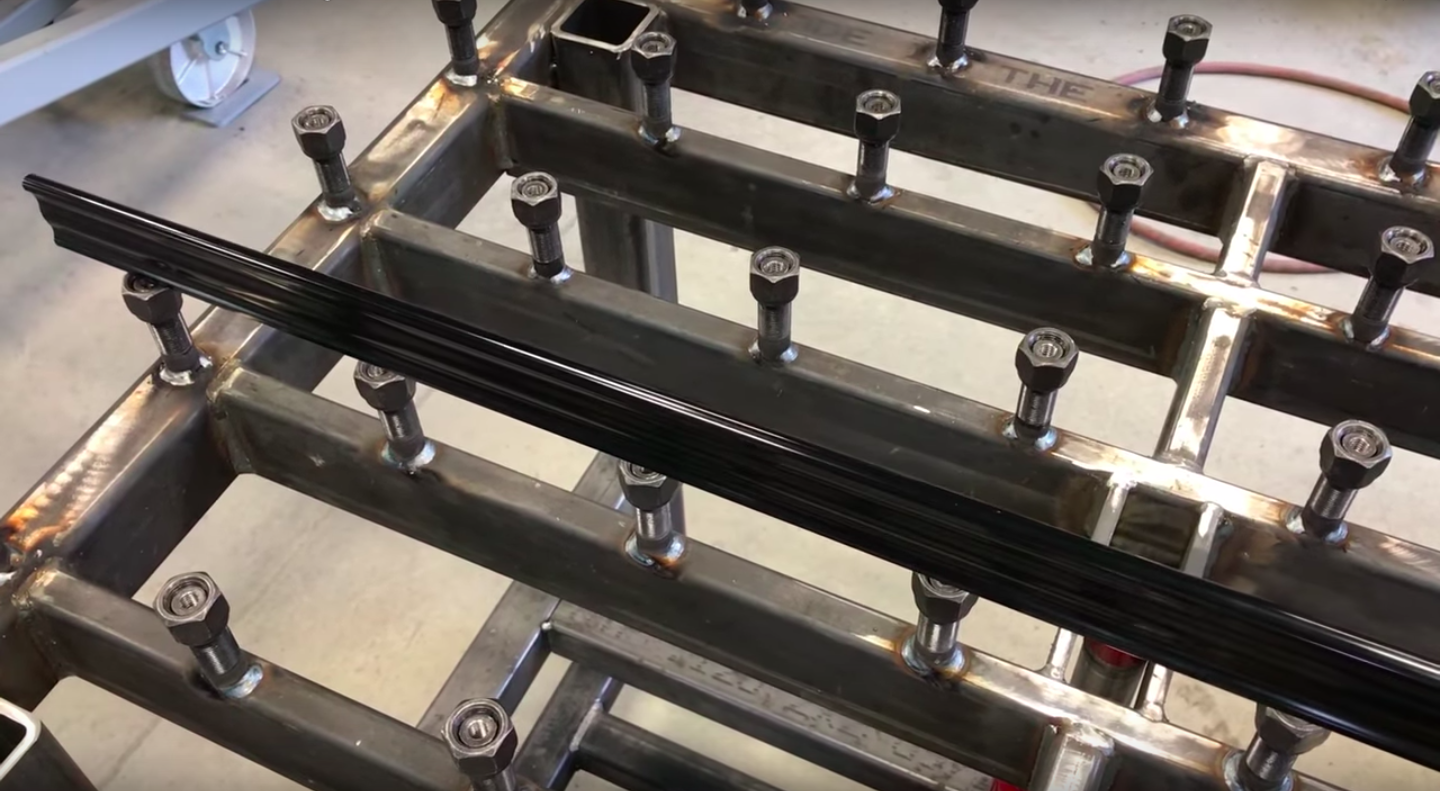
mocowanie blatów:

")

")






