Witam Fachowców
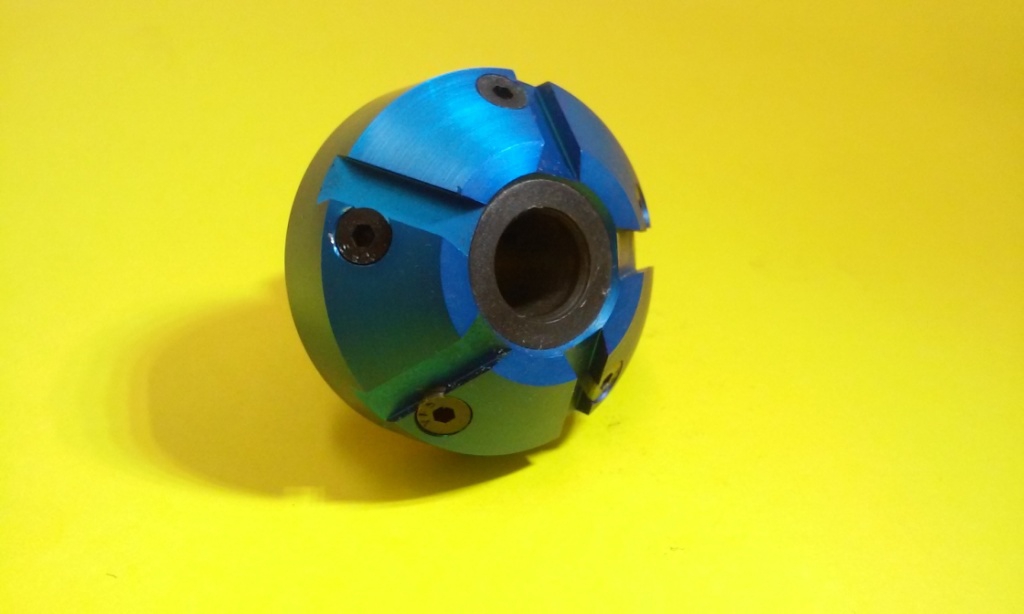
Już dawno planowałem sobie kupić porządną wiertarkę stołową. W międzyczasie zajarałem się obróbką głowic samochodowych itp. Chciałbym w miarę profi frezować gniazda zaworowe. Ssące ręcznie można, ale wydechowe potrafią być tak twarde że zaorać się idzie. Mam zamiar zakupić noże kształtowe (pięć w głowicy) i za jednym skrawaniem trzy kąty obrabiać. Wiem, że prędkość ma wynosić 45 obr/min i że falownik do tego niezbędny.
W temacie obrabiarek jestem zielony Proszę o jakieś info, linki, cokolwiek. Nie wiem czego szukać jako "minimum jakościowe" i budżetowe. Poza tym jestem ograniczony jedną fazą 230V
Nóż jest narzędziem z pojedynczą krawędzią skrawającą, i bez właściwego liniowego prowadzenia (tu po tworzącej stożka) nie wykona pewnych powierzchni, natomiast frez może na raz skrawać kilkoma ostrzami ustawionymi do siebie w odpowiedni sposób tworząc rozwijalną powierzchnię o pożądanym kształcie.
Napędzany może być maszynowo lub nawet ręcznie, przy odpowiednim prowadzeniu, w tym wypadku najczęściej po trzpieniu centrowanym w tulei prowadnika zaworu który zapewni pożądaną współosiowość przylgni zaworu do jego osi podłużnej. Tuleja prowadząca zawór nie może mieć wyrobionego otworu, jeśli ma- to należy je przed frezowaniem wymienić na nowe (lub rozwiercić do zaworów nadwymiarowych -jeśli są).
Przy pewnej staranności można frezowanie zrobić także za pomocą typowej wiertarki stołowej o odpowiednim prześwicie.
Jeśli typowa handlowa wiertarka ma za duże obroty to wystarczy zmienić średnice kół pasowych by uzyskać odpowiednie, albo jak kolega napisał - falownik, lub (dla 1-fazowych) regulator PWM...
Po frezowaniu zawór i gniazdo trzeba dotrzeć. Docierać powinno się półobrotami, a nie "na okrągło" wiertarką jak często się to praktykuje
Już trochę głowic się nadocierałem. Przeważnie wożę do frezowania, ale jak mi ostatnio schodów narobił jeden majster to piernicze taki "deal".
Profi jak chcę to parę tygodni w kolejce trzeba czekać ...
RomanJ4 pisze:
Przy pewnej staranności można frezowanie zrobić także za pomocą typowej wiertarki stołowej o odpowiednim prześwicie.
Właściwie to w tym punkcie jestem najzieleńszy
Chciałbym coś kupić/zaadaptować jakąś typową wiertarkę żeby to posłużyło w miarę. Mam w ciemno inwestować to bez sensu. Kupie dziadostwo i łacina po warsztacie
Jak ma to być robione na wiertarce to proponuję ws15, jest sztywna, a po dołożeniu falownika będziesz miał te 45rpm. Trzeba tylko dokupić lub dorobić trzpień mk2 pasujący do tej głowicy frezującej.
Pirat pisze:Jak ma to być robione na wiertarce to proponuję ws15, jest sztywna, a po dołożeniu falownika będziesz miał te 45rpm. Trzeba tylko dokupić lub dorobić trzpień mk2 pasujący do tej głowicy frezującej.
Nie wiem czy bez wymiany silnika się obejdzie. Najmniej obrotów w standardzie to 480, 45 to 10 razy mniej więc sporo traci na mocy. Dodatkowo wiertarka musiałaby być moim zdaniem w idealnym stanie, z wstawioną tuleją i nową pinolą. Koszt łączny 3-4 tys zł. (wiertarka, remont, falownik, silnik itd.).
Co Ci z wiertarki stołowej,jak oprócz tego
potrzebny jest stół aby szybko i powtarzalnie
mocować głowice,nierzadko indywidualnie
dla każdego gniazda.
Robota takimi frezami na pilocie to tylko w małych
ilościach,wystarczy mała odchyłka(nacisk) w jedną
stronę i już zawór nie leży na całym obwodzie.
Może kolega pomyśli nad wiertarką kadłubową 2H125? 45 obr/min uzyskuje bez falownika, jest sztywna, prosta w konstrukcji. Ma stół teowy o regulowanej wysokości. Do takiej roboty myślę, że będzie jak znalazł.
Tylko, że ta radziecka 2H125 i większe 2H135 to ta samo historia co z WS15. To są i były wiertarki do wywalenia otworu i nikt się z nimi nie pieścił i myślę, że trudno będzie znaleźć przyzwoity egzemplarz.
Do naprawy głowicy nie jest niezbędna wiertarka.Potrzebne są dobre,ostre frezy do gniazd zaworowych.Najlepiej z ostrzami widiowymi.Wystarczy dołączone do nich pokrętło ręczne.Podstawowym warunkiem uzyskania sukcesu jest szlif zaworów.Koniecznie centrycznie względem trzonka.Po spełnieniu tych warunków zawory powinny być szczelne.Wtedy można docierać.Niektóre warsztaty nawet nie docierają bo nie ma takiej potrzeby.
dokładnie jak kolega gold, piszę niektóre zakłady po przeszlifowaniu zaworu na szlifierce i po frezowaniu gniazda nie zalecają pchania tam "Ścierniwa" jest to na tyle szczelne że nie ma takiej potrzeby








")


")
")
")






