



")
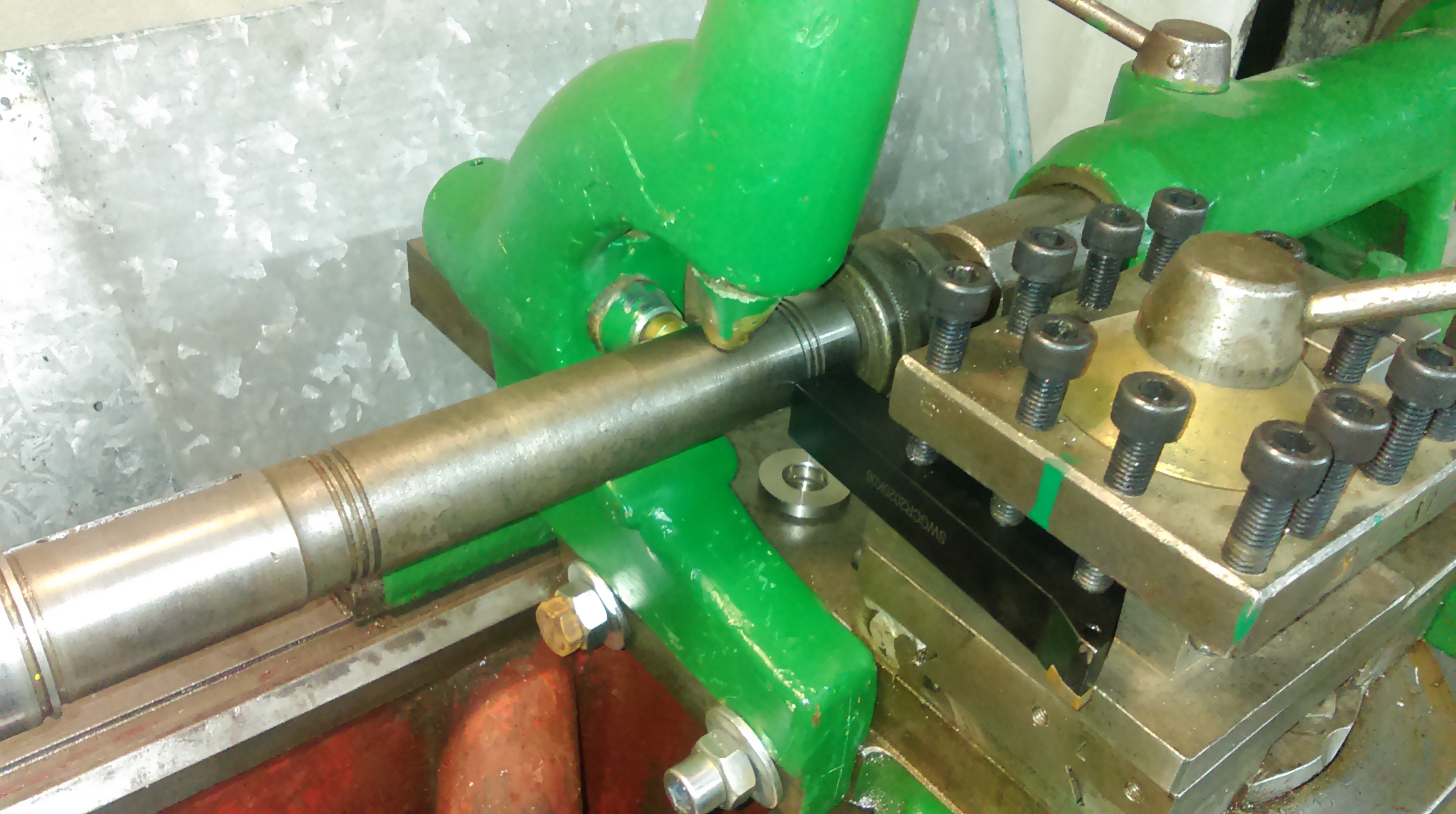
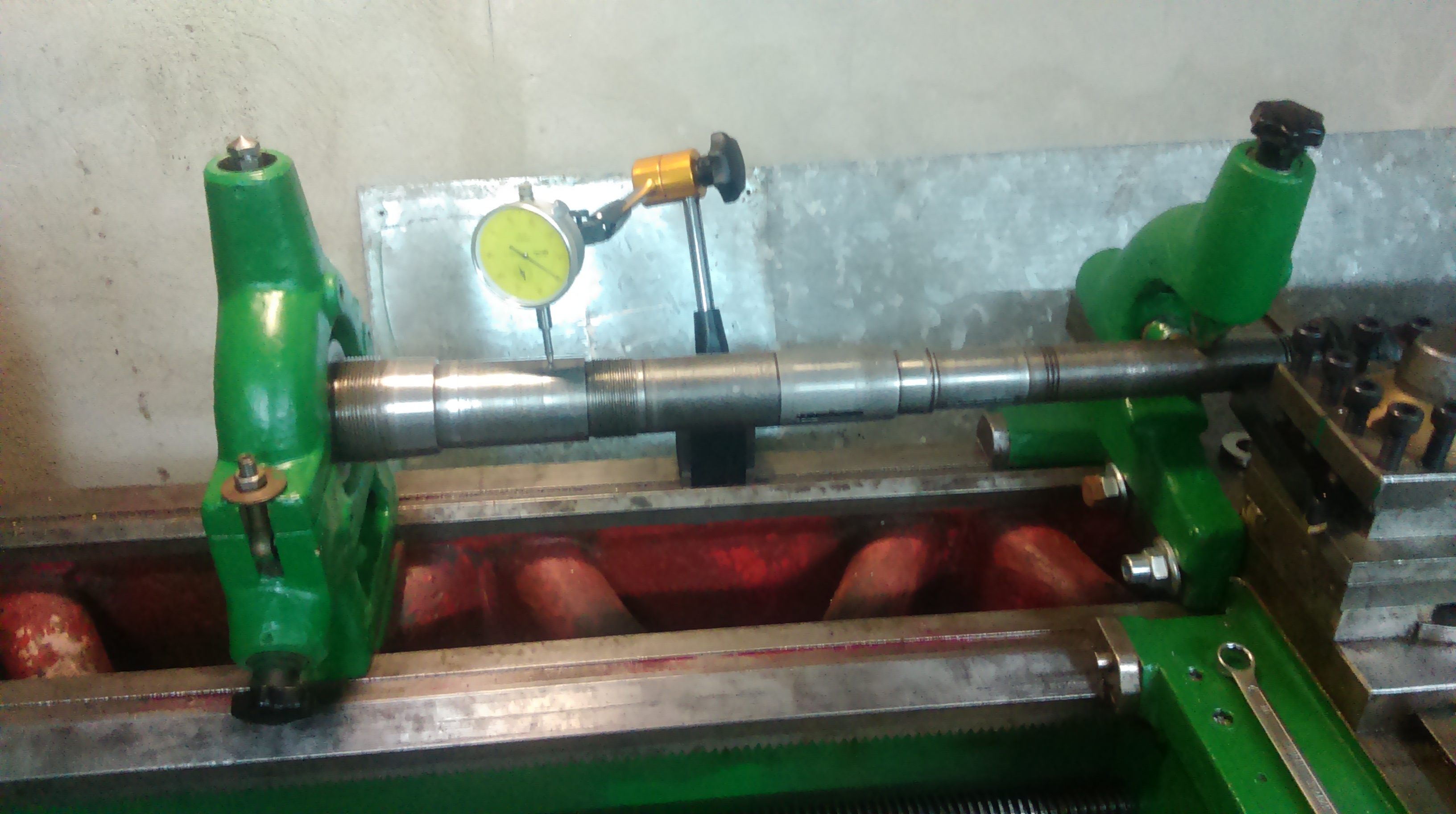
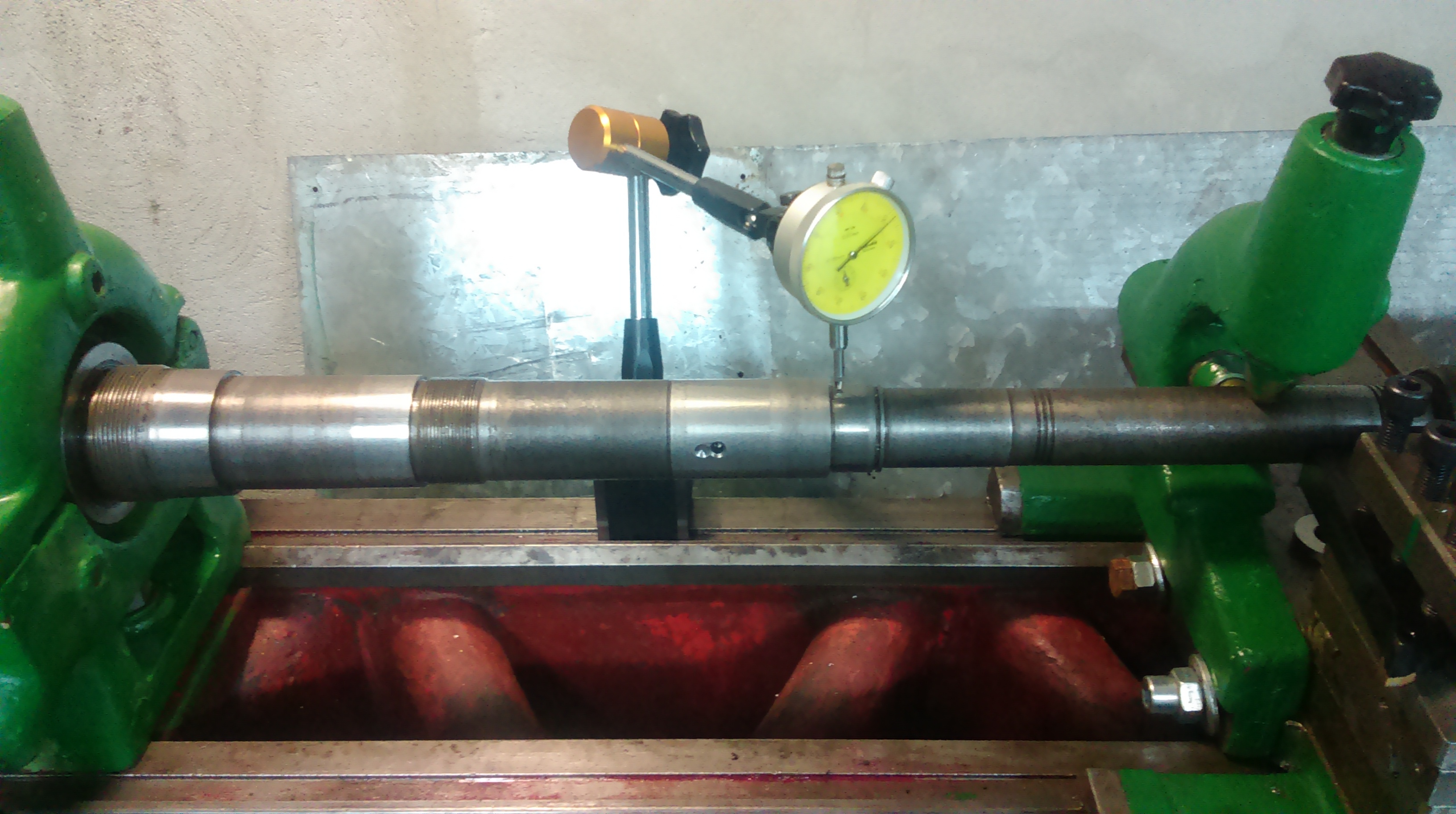
Jeśli chodzi o pomiary to mierzylem na powierzchni środkowej głównego łożyska i bicie wyniosło 0.2.Następnie zmierzylem powierzchnie na następnym łożysku i bicie było w podobnej wartości i ostatni pomiar był już na łożysku które jest już za kołem zębatym i bicie wynosiło 0.15. Następnie zmierzylem z czoła wrzeciona i było prawie 0.2 a w środku wrzeciona było najlepiej 0.02. Zastanawiam się czy te pomiary są wiarygodne ponieważ mam dość tani czujnik. Ale jakieś bicie niestety występuje. Teraz pytanie co robić dalej??? W jaki sposób zregenerować to wrzeciono??? Pozdrawiam Kuba.




")








