




Jestem tu nowy i na wstępnie chcę się przywitać z forumowiczami. Jestem grawerem i być może kiedyś będę mógł Wam pomóc.. lecz dziś to ja szukam pomocy u Was. Mam nadzieję, że znajdę tu osobę, która ma potrzebną wiedzę i warsztat aby rozwiązać mój problem.
Sprawa wygląda następująco.
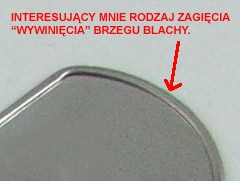
Potrzebuję wykonać seryjnie detal, który jest elipsą z blachy nierdzewnej 304 lub 316 o wymiarach 50 x 40 mm. Konieczne jest aby krawędź elipsy była wywinięta pod katem 180 st. na całym jej obwodzie.
Tutaj dla zobrazowania podsyłam zdjęcie czegoś podobnego.
Mój "wymarzony" detal ma wyglądać mniej więcej tak (grafika poglądowa)
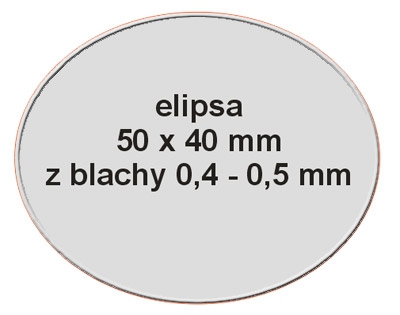
Szerokość wywiniętego rantu 1,5 - 2,0 mm
O ile same formatki mogę wyciąć z blachy laserem lub jeszcze lepiej steplem to nie mam pojęcia jak wykonać opisane wykończenie brzegu.
Proszę o pomoc ludzi, którzy wiedzą jak to zrobić lub mają możliwość wykonania takiego detalu.
Z góry dziękuję za zainteresowanie tematem.



")






