



Piła ramowa
-
ostanislaw
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 7
- Posty: 113
- Rejestracja: 20 sty 2008, 19:36
- Lokalizacja: Legnica
Mam jeszcze takie pytanie czy jest jakaś metoda sprawdzenia naprężenia brzeszczotu w piłce? Ramka stalowa od piłki ręcznej jest stosunkowo elastyczna i nie grozi zbytnim naprężeniem brzeszczotu. Natomiast żeliwna rama piły mechanicznej jest bardzo sztywna i łatwo przeholować z naprężaniem.
Pozdrawiam
ostanislaw
ostanislaw
Tagi:


-
ostanislaw
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 7
- Posty: 113
- Rejestracja: 20 sty 2008, 19:36
- Lokalizacja: Legnica
Dzisiaj doregulowałem swoją piłę. I mogę przedstawić pierwsze spostrzeżenia z brzeszczotami od ręcznej piły do metalu założonymi na piłę ramową (300mm)
Brzeszczoty HSS nie nadają się do cięcia. Jak zauważyłem w połowie brzeszczotu ciężar ramienia powoduje jego ugięcie a przy końcówce następuje gwałtowne obciążenie i brzeszczot pęka jak szkło.
Brzeszczot BiMetal radzi sobie z tym obciążeniem i nadaje się do cięcia drobnicy np pręty do 20mm, kątowniki, płaskowniki. takiego cięcia na warsztacie mam 80%
Dziś ucięłem tloczysko z siłownika 50mm brzeszczot BiMetal z chłodzeniem (100ml emulsji) w czasie 10min. Brzeszczot nie ma wielkich śladów zużycia.
Minusem jest jednak to że brzeszczot jest dosyć elastyczny i przy cięciu grubych materiałów ugina się powodując schodzenie rzazu w bok.
Do cięcia pełnych materiałów trzeba stosować brzeszczoty oryginalne.. W moim wypadku takie cięcie wypada rzadko więc piła na codzień będzie miała Bi Metal.
Chłodzenie kroplówkowe u mnie się sprawdza, zarówno przy drobnicy jak i przy grubym materiale.
Roman masz u mnie + !)
Mam jeszcze takie pytanie czy ktoś próbował wykonać otwór w brzeszczocie do piły ramowej? Chodzi oczywiście o przekalibrowanie brzeszczotu 400mm na 300mm.
Brzeszczoty HSS nie nadają się do cięcia. Jak zauważyłem w połowie brzeszczotu ciężar ramienia powoduje jego ugięcie a przy końcówce następuje gwałtowne obciążenie i brzeszczot pęka jak szkło.
Brzeszczot BiMetal radzi sobie z tym obciążeniem i nadaje się do cięcia drobnicy np pręty do 20mm, kątowniki, płaskowniki. takiego cięcia na warsztacie mam 80%
Dziś ucięłem tloczysko z siłownika 50mm brzeszczot BiMetal z chłodzeniem (100ml emulsji) w czasie 10min. Brzeszczot nie ma wielkich śladów zużycia.
Minusem jest jednak to że brzeszczot jest dosyć elastyczny i przy cięciu grubych materiałów ugina się powodując schodzenie rzazu w bok.
Do cięcia pełnych materiałów trzeba stosować brzeszczoty oryginalne.. W moim wypadku takie cięcie wypada rzadko więc piła na codzień będzie miała Bi Metal.
Chłodzenie kroplówkowe u mnie się sprawdza, zarówno przy drobnicy jak i przy grubym materiale.
Roman masz u mnie + !)
Mam jeszcze takie pytanie czy ktoś próbował wykonać otwór w brzeszczocie do piły ramowej? Chodzi oczywiście o przekalibrowanie brzeszczotu 400mm na 300mm.
Pozdrawiam
ostanislaw
ostanislaw
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
")
- Posty w temacie: 13
- Posty: 11568
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Wiertłem lub frezem węglikowym powinno iść, z tym że wiertarka dla frezu, zwłaszcza z płaskim czołem, to nie najszczęśliwsze rozwiązanie.
Możesz popróbować wiertłem widiowym przeszlifowanym jak do stali (bez fazy ujemnej na krawędzi skrawającej), z chłodzeniem naftą (wierciłem tak widią hartowaną stal na łapki sprzęgłowe)
Ostatecznie ścierniczkami..
Możesz popróbować wiertłem widiowym przeszlifowanym jak do stali (bez fazy ujemnej na krawędzi skrawającej), z chłodzeniem naftą (wierciłem tak widią hartowaną stal na łapki sprzęgłowe)
Ostatecznie ścierniczkami..
pozdrawiam,
Roman
Roman
-
ostanislaw
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 7
- Posty: 113
- Rejestracja: 20 sty 2008, 19:36
- Lokalizacja: Legnica
Brzeszczot przewiercony. nie ucierpiało przy tym żadne wiertło. Otwór wykonałem spawarką elektrodą 2mm. Wyszedł otwór o średnicy ok 4mm. potem rozpiłowałem go do średnicy ok 6mm za pomocą iglaka diamentowego przy okazji korygując położenie otworu. Razem z piłowaniem zajęło mi to trochę więcej niż godzinę.
Mam brzeszczot maszynowy o podziałce 6 zębów/cal.
Ucięłem tym brzeszczotem ten sam co w poprzednio wałek. Czas cięcia 14min. i dodatkowo było obciążenie przesunięte na max.
Mam brzeszczot maszynowy o podziałce 6 zębów/cal.
Ucięłem tym brzeszczotem ten sam co w poprzednio wałek. Czas cięcia 14min. i dodatkowo było obciążenie przesunięte na max.
Pozdrawiam
ostanislaw
ostanislaw
-
zibi201
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 5
- Posty: 294
- Rejestracja: 13 gru 2013, 20:07
- Lokalizacja: Poznań
Nabyłem maleństwo jak poniżej. Nie ma silnika. Nie chce dokładać płyty z wielkim silnikiem, zresztą to byłby przerost formy nad treścią przy takich wymiarach maszyny. Poprzedni właściciel doradzał silnik od maszyny do szycia, ale one mają obroty powyżej 4000obr/min... Myślę nad silniczkiem od wycieraczek samochodowych, widziałem takie piły na youtubie. Problem w tym czym to zasilać? Większość poleca zasilacze komputerowe, ale trochę to duże. Czy ktoś ma inny pomysł?
Drugie pytanie, jak zrobić "radełkowanie" na płaskiej powierzchni? Szczęki imadła są równe, a chciałbym żeby lepiej trzymały.
Maszynka wydaje mi się całkiem fajna, wygląda na jakiś wyrób fabryczny albo szkolny.
Nawet ma kasowanie luzów na suwadle.
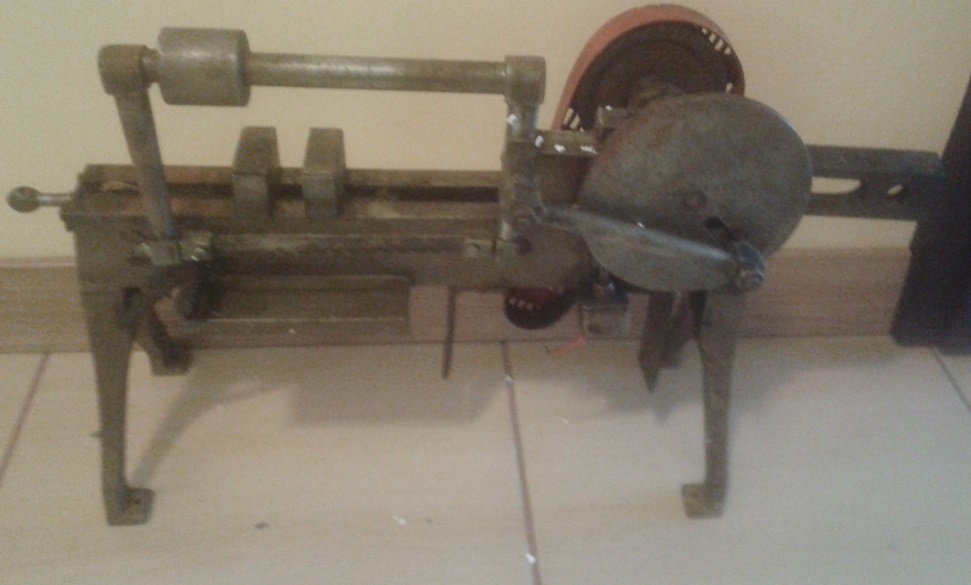
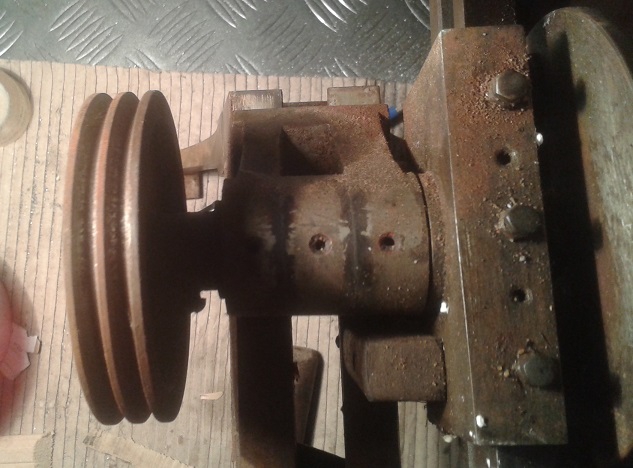
Na wałku jest koło pasowe z dwoma rowkami. Czy da się do tego dokupić pasek ?
EDIT: Chyba łapię-tam szły dwa cienkie paski, jak w starych maszynach do szycia?
Drugie pytanie, jak zrobić "radełkowanie" na płaskiej powierzchni? Szczęki imadła są równe, a chciałbym żeby lepiej trzymały.
Maszynka wydaje mi się całkiem fajna, wygląda na jakiś wyrób fabryczny albo szkolny.
Nawet ma kasowanie luzów na suwadle.
Na wałku jest koło pasowe z dwoma rowkami. Czy da się do tego dokupić pasek ?
EDIT: Chyba łapię-tam szły dwa cienkie paski, jak w starych maszynach do szycia?
-
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 13
- Posty: 11568
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Takimi domowymi sposobami to:zibi201 pisze:Drugie pytanie, jak zrobić "radełkowanie" na płaskiej powierzchni?
- walcujesz radełkiem zamocowanym we wrzecionie frezarki(bez obrotów) po płaskiej powierzchni zamocowanej na przesuwanym w osi x stole krzyżowym.

Być może ze nawet w większej wiertarce z imadłem krzyżowym by się moletowanie udało.
Pczywiście stal do radełkowania nie może być utwardzona (przed hartowaniem).
- podobnie na strugarce (tyle, że narzędzie się przesuwa a nie materiał), można wąskim radełkiem lub klasycznie strugać,
[youtube][/youtube]
- można też (łatwiej) naciąć rowki zębów flycutterem z założonym spiczastym nożem (np NNZc, itp)


[youtube][/youtube]
pozdrawiam,
Roman
Roman






