




To moj pierwszy post jako , ze do tej pory glownie obserwowalem forum starajac sie jak najwiecej przeczytac. Kwestia szybkiego wstepu hobbistycznie mam male CNC sprowadzane z chin , ktorym co jakis czas staram sie operowac. Do tej pory zajmuje sie najczesciej materialem opartym na plexi.
O ile operacje jak wycinanie zaglebien frezem jednopiorowym w koncu nie stanowia dla mnie problemu tak trafilem teraz na problem jaki frez jest odpowiedni aby moc wykonywac np wykonczenia scian bocznych matarialu pod katem 45 stopni ?
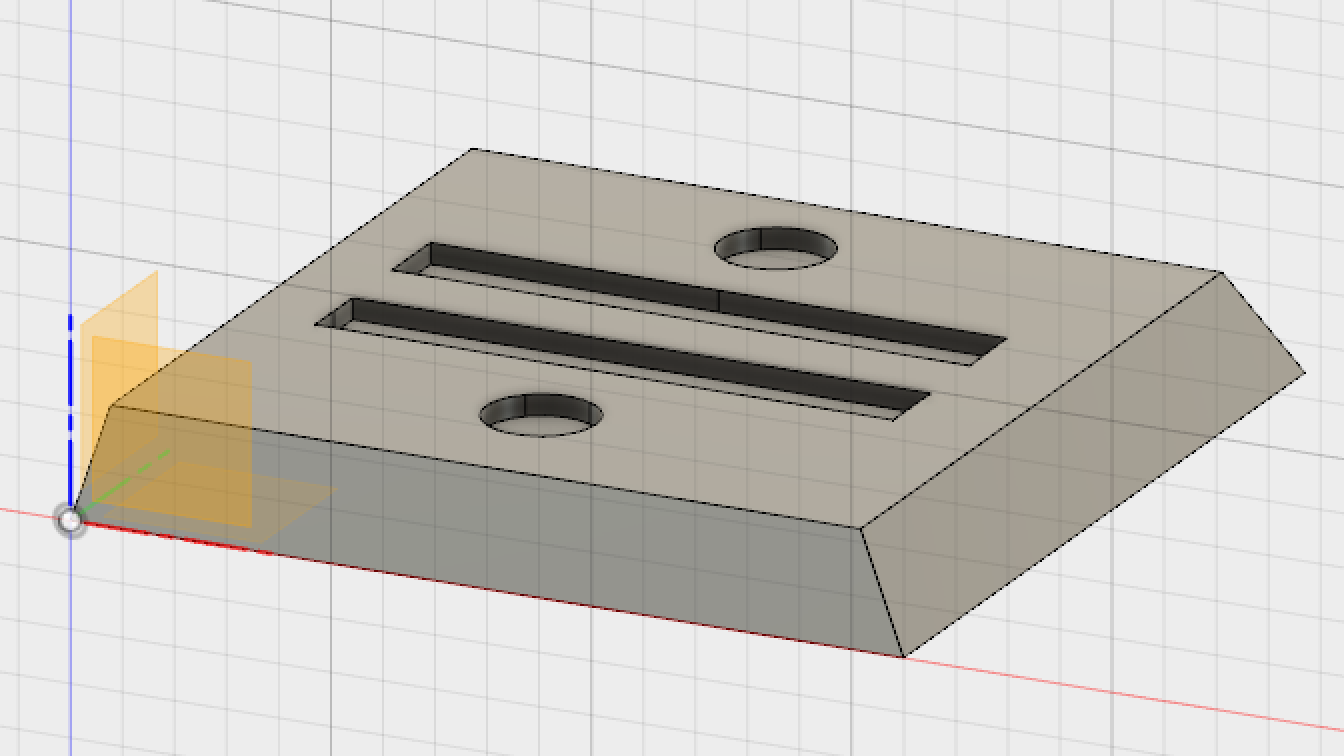
Material nad ktorym pracuje zamieszczam na zdjeciu ponizej ten akurat ma 8 mm grubosci - ale planuje pracowac w granicach 2-30mm :
Z gory bede wdzieczny za wszelkie wskazowki w doborze frezow do tego zadania.
Pozdrawiam
Rafal


")

")








