No to się cieszę, że dzięki temu możesz się w czasie cofnąć

Poniżej odpowiedzi na Twoje pytania:
Przy niejednorodnych materiałach należy dążyć do jednorodnego przechodzenia drgań na wskroś zgrzewanej grubości czyli duży docisk który skasuje luz w warstwach miękkich.
Docisku jeszcze nie zmieniałam, także podczas kolejnych testów na pewno będę go regulowała.
Rozpoczęcie drgań po osadzeniu sonotrody na materiale
Ok, czyli parametr opóźnienie zgrzewu
Krótki czas generacjii z możliwie dużą amplitudą
Nie do końca rozumiem ten czas generacji, to jest czas zgrzewania?
długi czas studzenia.
Ok., to też parametr który mogę łatwo regulować.
Jaka temperatura na czole sonotrody?
50 st. C
czy ciepło oddawane jest do surowaca czy do narzędzia?
Sonotroda -> nóż kształtowy -> materiał -> kowadło
Nóz kształtowy z pryzmami ogniskujacymi miejsca topienia lub grań na całej długości zgrzewu
Grań na całej długości zgrzewu
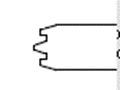
Ale kształt noża- raczej jego profil zależy od szerokości zgrzeiny - dla "szerszych" może być z występem o wysokości proporcjonalnej do grubości końcowej zgrzeiny, boki z pochyleniem.
Przekrój noża ->
 Czy problem się pojawił w dotychczasowym działaniu lub czy nie można opanować nowego procesu?(np po próbie jego wdrożenia, po zmianie surowca lub narzędzia...)
Czy problem się pojawił w dotychczasowym działaniu lub czy nie można opanować nowego procesu?(np po próbie jego wdrożenia, po zmianie surowca lub narzędzia...)
Nie można opanować tego procesu
Jaka częstotliwość? Dla szmat niska lepiej klei, wysoka bardziej przebija.
Niestety nie wiem dokładnie, ale wydaje mi się, ze odpowiednia:P maszyna została przystosowana do tego procesu, ale mogę sprawdzić
Problem pojawia się przy zastosowaniu materiałów o różnej kolorystyce, wtedy spod folii przebija się na zgrzewie kolor kolejnej warstwy materiału
Przy zgrzewaniu rozdzielczym można próbować z podwójnym cyklem - wstępne kalandrowanie i wyczekanie dla ostudzenia a drugie wysokoenergetyczne z dużym dociskiem...
Wydaje mi się, że może to być dość trudne do wykonania, także tą opcje potraktowałabym jako ostateczność.
Czy proces zachowuje się jednakowo niezależnie od kierunku ustawienia narzędzi - sonotroda na góre lub na dole ( praktycznir spróbuj jaki jest efekt przy odwróconym układie warstw)
Hmm… to wymagałoby dużej modyfikacji maszyny:/
Napisz bardziej szczegółowo - obecny kształt noża, szerokość czoła sonotrody,
Szerokość czoła ok. 30x20 cm
co to znaczy rozcina w następnej stacjii? Osobny nóż który idzie po śladzie?
stacja zgrzewania -> przesunięcie materiału w przód do kolejnej stacji gdzie materiał jest chwytany i przesuwany do przodu pomiędzy noże. Noże są usytuowane w ten sposób, aby rozcinać po śladzie.
Mam nadzieje, że wystarczająco szczegółowo.
Do tej pory regulowałam parametry takie jak moc, opóźnienie zgrzewu, czas zgrzewu oraz chłodzenie - niestety nie przyniosło to efektu.
W następnej kolejności sprawdzę docisk materiału oraz myślałam nad zmianą geometrii noża, ale teraz już pewna nie jestem :/
Dzięki za pomoc







")




