



witam
mam problem z odformowaniem szyb do modelu aut w skali 1/43
odlalem z silikonu forme szybki ktora byla zrobiona z plastiku
po uzyskaniu formy z silikonu wlalem tam zywice odlewnicza taka jak sie odlewa modele
http://allegro.pl/zywica-odlewnicza-fc- ... 40936.html
tak uzyskalem forme do odformowania polozenia na niej foli i od spodu oddessania powietrza
w czym mam problem
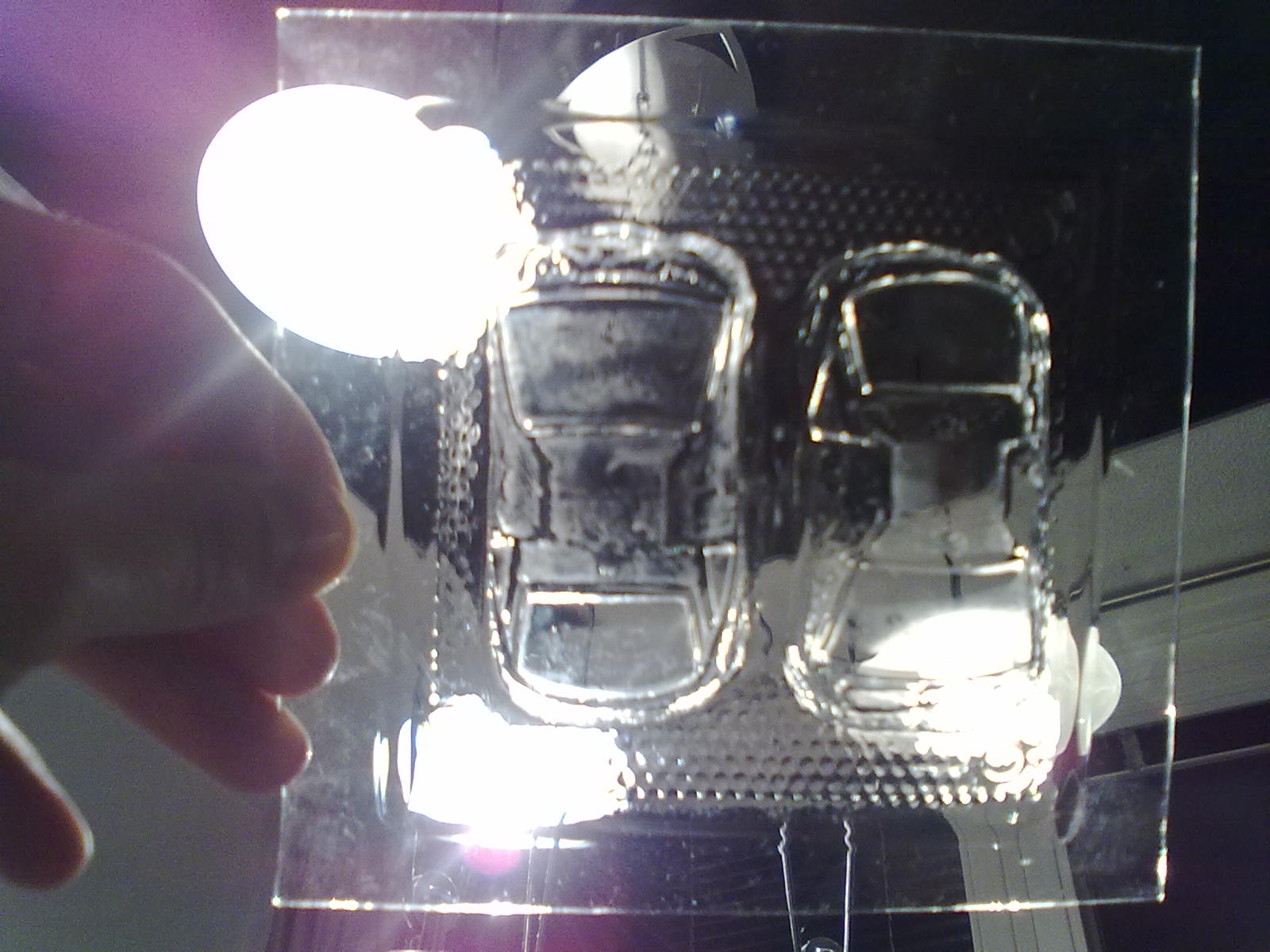
powierzchnia nie jest idealna w jednym miejscu wychodzi matowa w innym bable a w innym jest idealna
nie wiem od czego to zalezy
probowalem z idealna gladzia polerowana z matowa itd
z rozna zywica bo ta co podalem zaczela puchnac ...pod wplywem ciepla
juz nie mam pomuslu i dlatego pytam dalej
moze cos pomozecie
uzywam takiego sprzetu http://polydent.pl/sklep/showitem.php?id=644
a folia jest grubosci 0,5 mm i 1 mm
termoformowanie prozniowe


-
 Piotr Rakowski
Piotr Rakowski
- Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 2173
- Rejestracja: 29 lip 2005, 15:07
- Lokalizacja: Warszawa
- Kontakt:
Możesz mieć problem z samym materiałem (folią). Jeśli to jest poliwęglan, to sam pamiętam, że przed formowaniem musiał być suszony w piecu i to przez co najmniej 2 godziny, a następnie od razu formowany. Polecam Axpet - bardzo dobry i łatwy w formowaniu materiał. Robiłem z niego kiedyś przezroczyste nadwozia do modeli RC w skali 1:10.
Maszyny i oprogramowanie CNC: eduCAD, STEP2CNC, LynxCUT, Styro3D, Tapper, cncCAD, Image2CAM, Turn3D, TERMCUT, LynxNEST (Nesting)
-
Piotr Rakowski
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 2173
- Rejestracja: 29 lip 2005, 15:07
- Lokalizacja: Warszawa
- Kontakt:
Żywica do form jest OK - tyle, że trzeba było dodać do niej pyłu aluminiowego. Ale jeśli nie robisz nie wiadomo jakiej produkcji, to nawet formy z MDFu się nadają. Ja robiłem formy z gipsu dentystycznego. Axpet - kupujesz w Tupeksie (Tuplex).
Maszyny i oprogramowanie CNC: eduCAD, STEP2CNC, LynxCUT, Styro3D, Tapper, cncCAD, Image2CAM, Turn3D, TERMCUT, LynxNEST (Nesting)
-
plona123
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 3
- Posty: 8
- Rejestracja: 17 paź 2010, 22:28
- Lokalizacja: wien
uzywalem PET- g folia (politereftalan etylenu)
[ Dodano: 2012-03-20, 11:35 ]
no bede robil wiecej niz jedna sztuke
pyl aluminiowy tak samo mam
i sprobuje z nim odlac
ale jeden problem axpet wystepuje od 0,8mm z tego co widzialem
a mi potrzebne 0,5mm
moge uzycz czegos innego do robienia tych szybek
[ Dodano: 2012-03-21, 20:55 ]
a wszystko wychodzi nie stety tak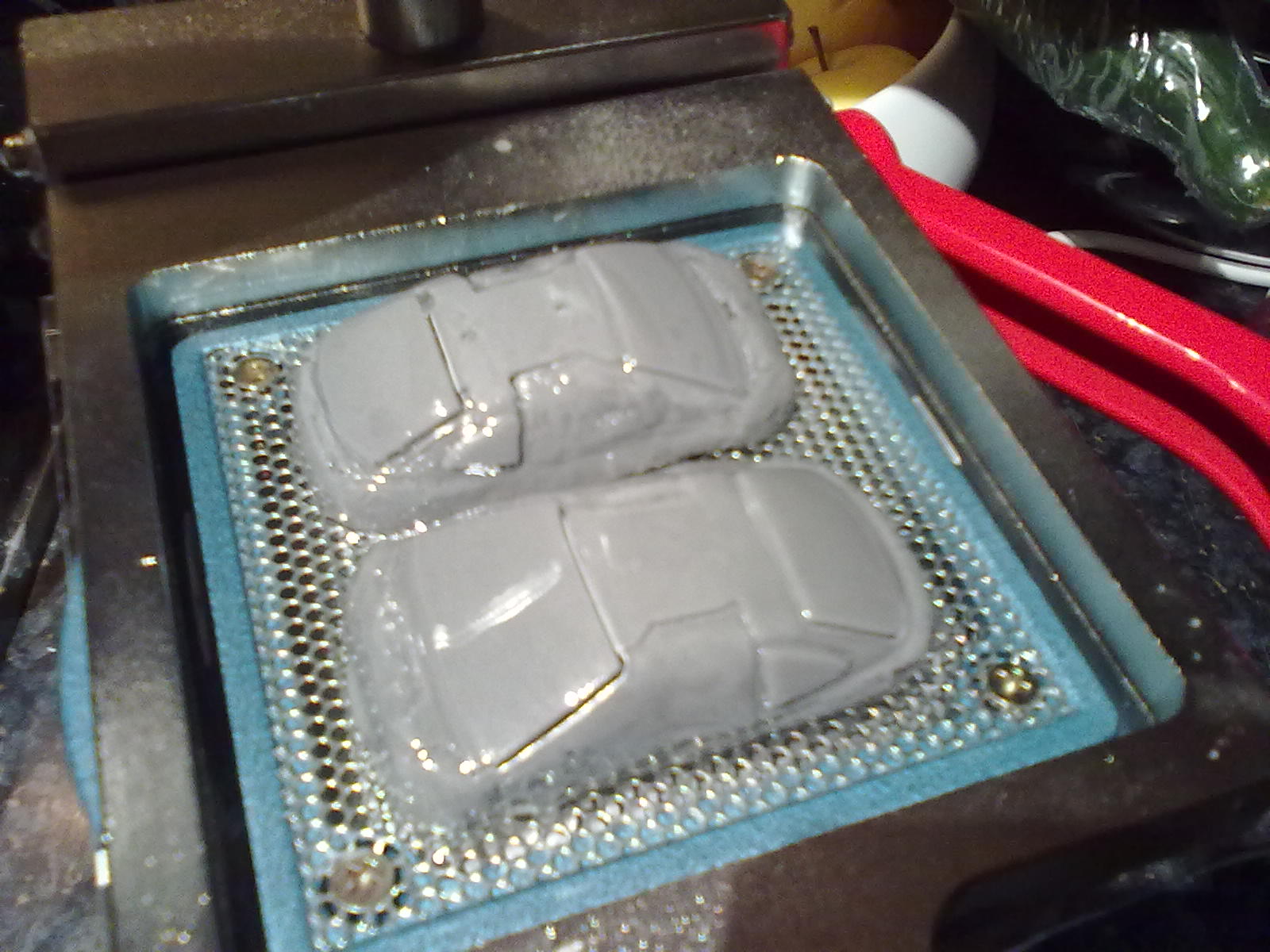


[ Dodano: 2012-03-22, 23:33 ]
powie mi ktos co robie zle ?
czemu mi takie plamy wychodza?
[ Dodano: 2012-03-25, 22:04 ]
nikt mi nie powie co sie z tym dzieje i czemu tak to wychodzi ?
[ Dodano: 2012-03-20, 11:35 ]
no bede robil wiecej niz jedna sztuke
pyl aluminiowy tak samo mam
i sprobuje z nim odlac
ale jeden problem axpet wystepuje od 0,8mm z tego co widzialem
a mi potrzebne 0,5mm
moge uzycz czegos innego do robienia tych szybek
[ Dodano: 2012-03-21, 20:55 ]
a wszystko wychodzi nie stety tak
[ Dodano: 2012-03-22, 23:33 ]
powie mi ktos co robie zle ?
czemu mi takie plamy wychodza?
[ Dodano: 2012-03-25, 22:04 ]
nikt mi nie powie co sie z tym dzieje i czemu tak to wychodzi ?
-
hornet20
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 1
- Posty: 116
- Rejestracja: 21 kwie 2007, 19:18
- Lokalizacja: Krakow
Hehe.. troszke za duzo chcesz wycisnac z tej malej formierki. Co do Twoich wad, trzeba by to dokladnie organoleptycznie zbadac, ale skoro mowisz o tym ze nie ma powtarzalnych bledow to pewnie trzeba siegnac do korzeni metody formowania...
Mialem kiedys podobne problemy, domyslam sie ze twoja formierka daje bardzo male podcisnienie, przez co musisz przegrzewac folie... a to jest niestety blad. Blad ktory mozesz obejsc jesli chodzi o protetyke, ale do szybek, owiewek i innych tego typu wytloczek powinienes miec durze podcisnienie (najlepiej z butla buforującą) i nizsza temperature folii. Butla po to aby sam proces tloczenia byl wykonany w ulamku sekundy.
Przykladowo, ja mam waz do pompy rotacyjnej malej srednicy, wiec manometr na butli nigdy nie schodzi ponizej 0,1atm cisnienia bezwzglednego. Na butli 60l przy folii 30x30cm podczas tloczenia przy samym juz odessaniu powietrza z "namiotu" jaki tworzy sie na kopycie po nalozeniu goracej folii, manometr na butli wskazywal 0,5-0,7atm... i stad pojawialy sie czasem bable i zakladki, poniewaz aby dotloczyc folie podcisnieniem 0,3atm musialem ja mocniej podgrzac.
Obecnie mam ponad 150l, przykladowo przy stole 40x50cm po odessaniu "namiotu" manomater wskazuje 0,25-0,3atm, czyli sila z jaka dociskany jest 1cm kwadratowy folii jest okolo dwa razy wieksza niz w poprzednim przypadku.
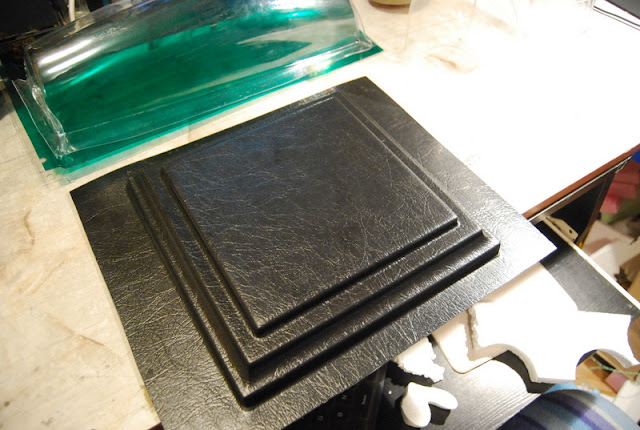
Ponizej masz moje wytloczki, wielkosci piesci, folia 1mm

Jest jeszcze jedna sprawa, folia im ciensza tym bardziej odwzorowuje ksztalty. Na axpecie 0,5mm nawet pylek kurzu bedzie widoczny, wiec starannie wyodkurzaj caly stolik w maszynie, aby podczas tloczenia nie lataly ci drobinki nad stolem.
Na poczatek sugeruje zabawe z latwiejsza jakas folia, ponizej masz ABS 1,5mm z faktura... wszytkie bledy gina, jak tylko rownomiernie nagrzeje sie folie, wychodzi 100/100
ps. Matowienie folii moze faktycznie miec zwiazek z wilgocia, koenicznie wysusz material przed tloczeniem. Skoro potrzebujesz same szyby, ponawiercaj otworki np fi1, dookola szyby, na wylot i podkladaj cos pod kopyto, zeby stół mogł spokojnie odessac powietrze przez te otwory. Moze to wystarczyc do wyeliminowania babli
Mialem kiedys podobne problemy, domyslam sie ze twoja formierka daje bardzo male podcisnienie, przez co musisz przegrzewac folie... a to jest niestety blad. Blad ktory mozesz obejsc jesli chodzi o protetyke, ale do szybek, owiewek i innych tego typu wytloczek powinienes miec durze podcisnienie (najlepiej z butla buforującą) i nizsza temperature folii. Butla po to aby sam proces tloczenia byl wykonany w ulamku sekundy.
Przykladowo, ja mam waz do pompy rotacyjnej malej srednicy, wiec manometr na butli nigdy nie schodzi ponizej 0,1atm cisnienia bezwzglednego. Na butli 60l przy folii 30x30cm podczas tloczenia przy samym juz odessaniu powietrza z "namiotu" jaki tworzy sie na kopycie po nalozeniu goracej folii, manometr na butli wskazywal 0,5-0,7atm... i stad pojawialy sie czasem bable i zakladki, poniewaz aby dotloczyc folie podcisnieniem 0,3atm musialem ja mocniej podgrzac.
Obecnie mam ponad 150l, przykladowo przy stole 40x50cm po odessaniu "namiotu" manomater wskazuje 0,25-0,3atm, czyli sila z jaka dociskany jest 1cm kwadratowy folii jest okolo dwa razy wieksza niz w poprzednim przypadku.
Ponizej masz moje wytloczki, wielkosci piesci, folia 1mm
Jest jeszcze jedna sprawa, folia im ciensza tym bardziej odwzorowuje ksztalty. Na axpecie 0,5mm nawet pylek kurzu bedzie widoczny, wiec starannie wyodkurzaj caly stolik w maszynie, aby podczas tloczenia nie lataly ci drobinki nad stolem.
Na poczatek sugeruje zabawe z latwiejsza jakas folia, ponizej masz ABS 1,5mm z faktura... wszytkie bledy gina, jak tylko rownomiernie nagrzeje sie folie, wychodzi 100/100
ps. Matowienie folii moze faktycznie miec zwiazek z wilgocia, koenicznie wysusz material przed tloczeniem. Skoro potrzebujesz same szyby, ponawiercaj otworki np fi1, dookola szyby, na wylot i podkladaj cos pod kopyto, zeby stół mogł spokojnie odessac powietrze przez te otwory. Moze to wystarczyc do wyeliminowania babli
-
Piotr Rakowski
- Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 2173
- Rejestracja: 29 lip 2005, 15:07
- Lokalizacja: Warszawa
- Kontakt:






