")
Otóz czy ktokolwiek z was kiedys napisał program na takie cos??
Ogólnie robiłem slikami, ale nigdy nie taki aby kształt rowka był okrągły.
Napewno można wykorzystac jakis treading cycle G76 albo G33 (pracuje na maszynach HAAS, FANUK). Ale nie wiem jak wygenerowac manualnie kod aby wyszedł ładny rowek.
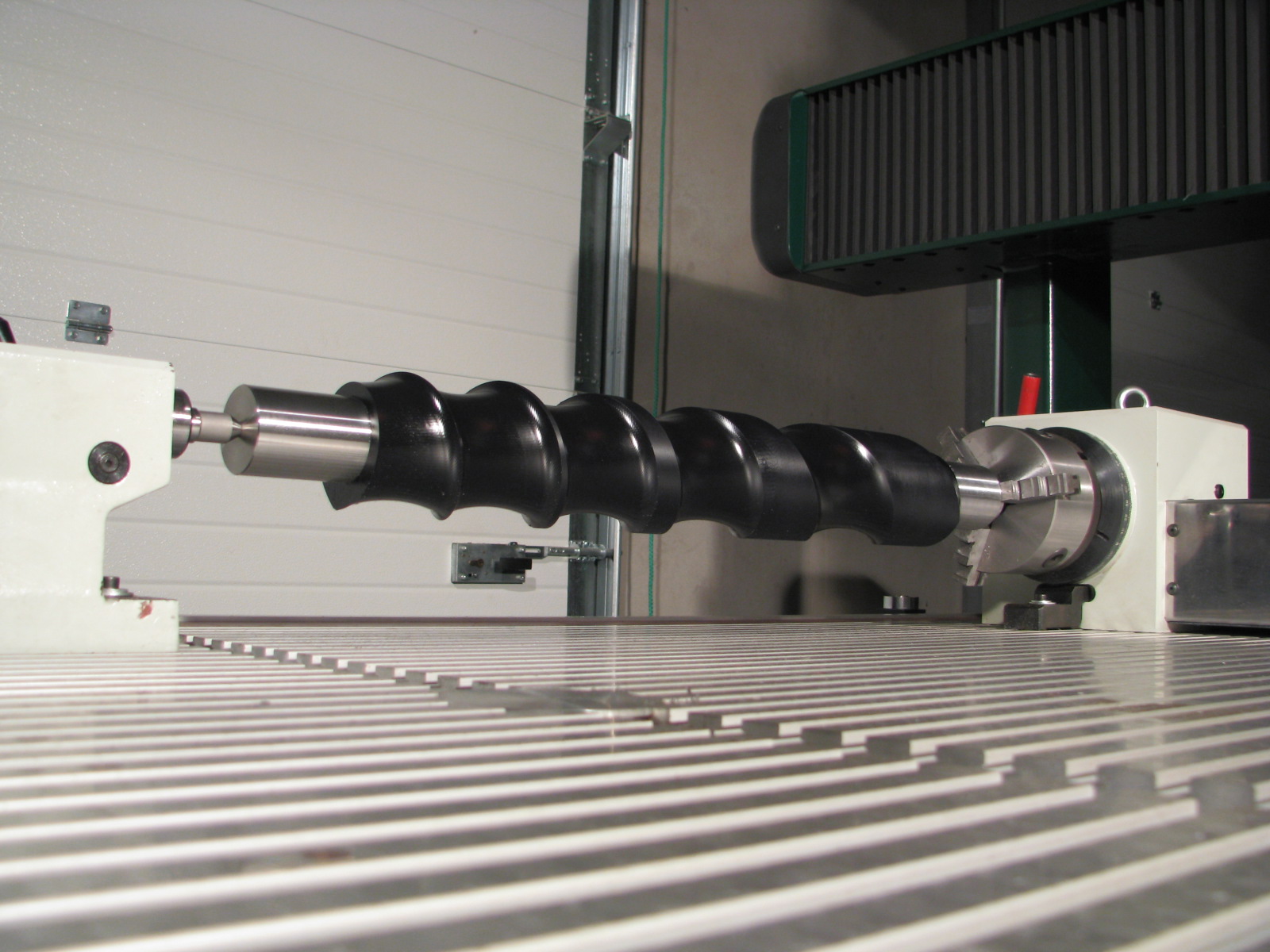
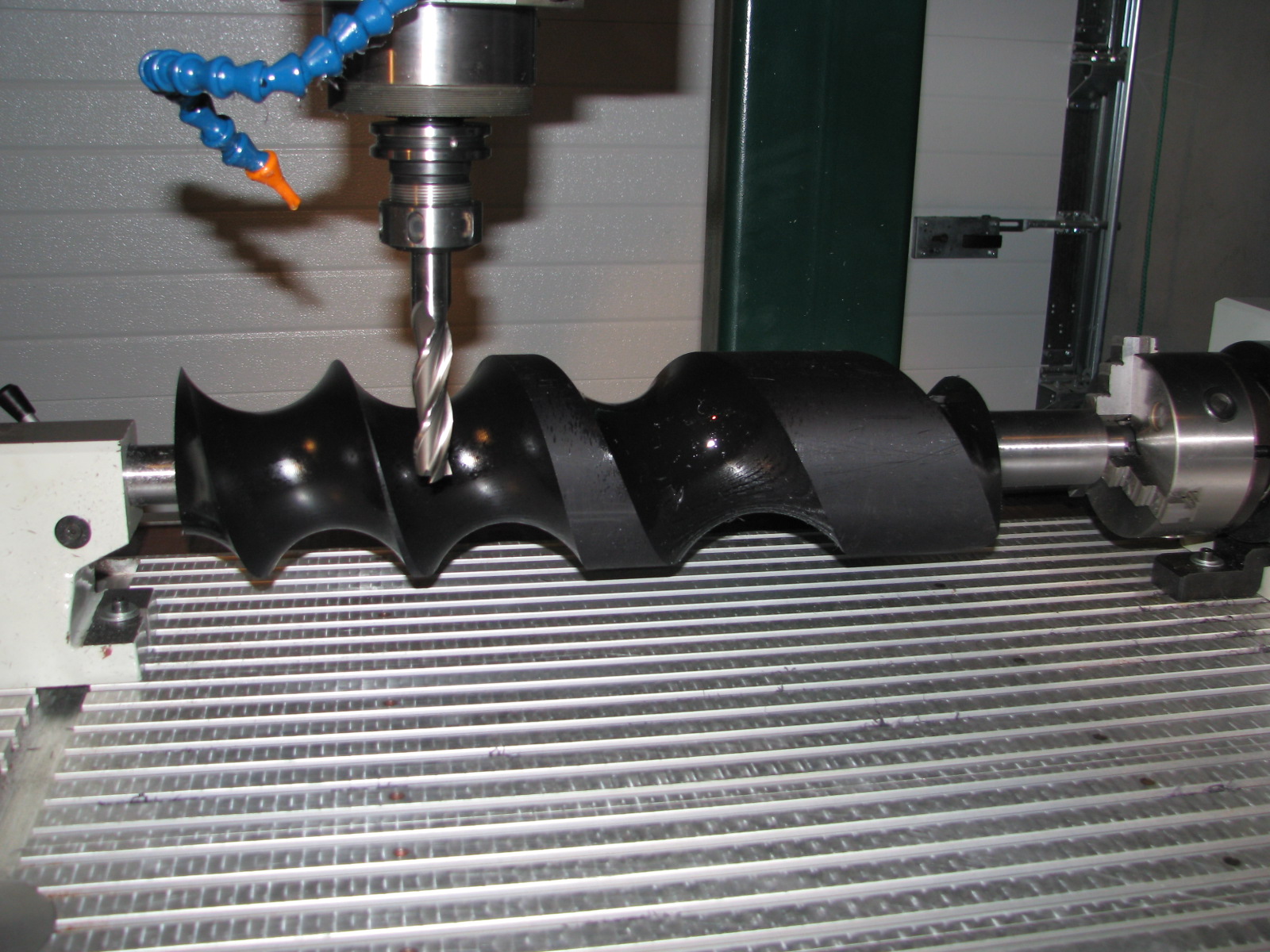
Załużmy ze slimak ma miec 600mm długosci a rowek ma miec taki kształt (_)
przy czym pierwszy radius 50mm pozniej linia prosta i nastepne nastepny radius 50mm.
Jak ktos robił takie cuda to powiedzcie mi mniej wiecej jak szybko to uruchomiliscie i jak duze cuty braliscie. Ten slimak ma byc wykonany w plastiku bar 140mm srednica na 610mm długie.
Czy ktos z was robil takie cos??? I jakie sa ogolne zasady zeby to wytoczyc??
Mozecie napisac przykladowe programy.
Z gory dzieki za czas i kazda odpowiedz


")