Strona 1 z 1
ZERO-OSN
: 20 paź 2013, 23:08
autor: SamsonS4
Witam.
Jestem tu nowy i nie wiem czy w dobrym miejscu założyłem ten temat, jak źle to proszę o przeniesienie tematu.
A więc tak, uczę się w technikum mechanicznym o specjalizacji obróbka skrawaniem. Od pewnego czasu mamy naukę programowania w programie ZERO-OSN. Program ten działa na bazie Sinumerika ( przynajmniej tak nam mówią). Mam do zrobienia wał i jest tam kilka zaokrągleń. Wszystko było by dobrze gdyby nie fakt iż niema nikogo kto by wytłumaczył jak liczy się funkcje I, K. Czy mógłby mi ktoś prosto wytłumaczyć jak je wyliczyć ? Dodam że niemożna wpisać promienia należy posługiwać się tymi funkcjami.
Tutaj daje fragment programu którego napisałem i w którym gdzieś jest błąd. (Średnice są dzielone na pół a fragment dotyczy trzeciego promienia od prawej R2 )
N080 G1 X15
N085 X16.2 Z202
N090 Z167
N095 X17.8
N100 Z126.8
N105 G2 X19.8 Z124.8 I19.8 K126.8 - czy to jest dobrze ?
Po takim wpisaniu w programie wyskakuje błąd ,, nieprawidłowe dane dotyczące interpolacji kołowej"
Czy mógłby mi ktoś wytłumaczyć co robię źle i jak wyliczyć ten trzeci promień i resztę ?
Z góry dziękuję.

: 23 lis 2013, 13:01
autor: janale
Witam,
No cóż, chyba to nie będzie popularne, co mam Ci do przekazania, tym nie mniej treść Twego postu wskazuje na to, że:
1. Masz szansę zacząć programować obrabiarki CNC technologicznie, unikając wnikania w szczegóły związane z g-kodem. Ponieważ jesteś w Technikum Mechanicznym to przerabiasz coś takiego jak technologia obróbki skrawaniem i jako źródło do swego programowania przyjmij przebieg technologiczny-skup się na meritum nie na liczbach je opisujących. Ponieważ, jak opisujesz, masz programować SINUMERIK-a, poproś swego prowadzącego aby Ci wytłumaczył, co to są kontury i jak ich się używa w programowaniu w programGuide oraz ShopTurn-ie.
2. Ściągnij sobie ze strony
http://www.industry.siemens.com/topics/ ... loads.aspx symulator SINUMERIK-a Operate (4.4 lub 4.5) i dokładnie prześledź programy przykładowe (EXAMPLE1 i dalej) a następnie na ich bazie spróbuj opisać swój przedmiot konturem . Zaprogramuj obróbkę swego wałka w programGuide i ShopTurn-ie. Zobaczysz wówczas różnicę w programowaniu jedną i drugą metodą-i prawdopodobnie nigdy nie wrócisz do g-kodu w SINUMERIK-u z ShopTurn-em.
3. Zorientujesz się, że wiedza nt. jak opisać okrąg w g-kodzie nie jest Ci niezbędna (oczywiście może się przydać)
Pozdrawiam
: 23 lis 2013, 15:21
autor: Endrju76
Wartości I;J;K są to współrzędne środka łuku. A konkretnie to "odległość od początku łuku do centrum łuku" odpowiednio w osi X;Y;Z. Dla współrzędnych I;J;K początek układu współrzędnego jest w miejscu rozpoczęcia łuku. Jeżeli ty toczysz z góry na dół czyli z lewej na prawo a wartość promienia wynosi 2 to I=0 a K=-2.
Jeżeli wrzucisz cały swój program to można go lepiej przeanalizować
: 28 lis 2013, 23:10
autor: wojtek-q
Myślę że najlepiej to zobrazuje wycinek G kodu do zdjęcia
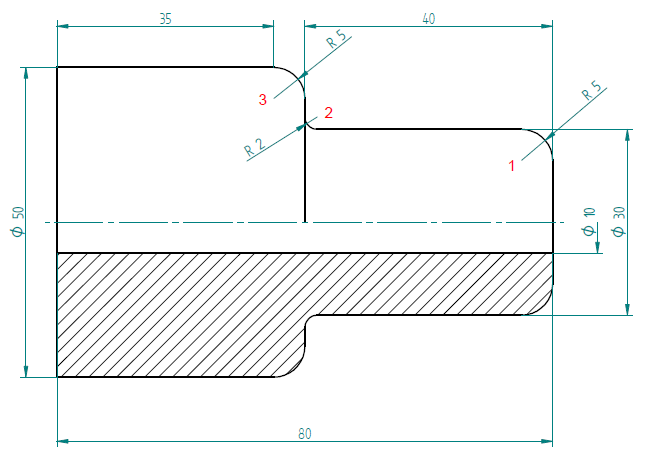
1 G1 X20 Z0
G3 X30 Z-5 I20 K-5
G1 Z-38
2 G2 X34 Z-40 I34 K-38
G1 X40
3 G3 X50 Z-45 I40 K-45
: 29 lis 2013, 19:45
autor: Endrju76
Współrzędne I, K są w większości błędne. Powinno być tak:
G1 X20 Z0
G3 X30 Z-5 I0 K-5
G1 Z-38
G2 X34 Z-40 I2 K0
G1 X40 Z-40
G2 X50 Z-45 I0 K-5
G1 X50 Z-80
Dla wyliczania współrzędnych I,J,K, 0 układu współrzędnych jest w punkcie rozpoczęcia łuku
: 30 lis 2013, 19:57
autor: wojtek-q
Endrju76 pisze:Współrzędne I, K są w większości błędne. Powinno być tak:
G1 X20 Z0
G3 X30 Z-5 I0 K-5
G1 Z-38
G2 X34 Z-40 I2 K0
G1 X40 Z-40
G2 X50 Z-45 I0 K-5
G1 X50 Z-80
Dla wyliczania współrzędnych I,J,K, 0 układu współrzędnych jest w punkcie rozpoczęcia łuku
SamsonS4 pisał o symulatorze Zero OSN. Ja również uczę się programować w tym symulatorze. I zawsze interpolację kołową opisuję podaną metodą
(wymiarowanie absolutne G90 niestety nie wspomniałem o tym),
która dla symulatora Zero OSN jest prawidłowa. W książce Zero OSN instrukcja str. 60 współrzędne I, K to odpowiednio:
I - współrzędna położenia środka łuku w osi X,
K- współrzędna położenia środka łuku w osi Z,
Wszystkie wymiary w tym I i K są liczone od G54, które jest umieszczone na czole materiału (X0, Z0).
A więc
wszystkie parametry w tym wycinku programu są jak najbardziej poprawne i proszę nie wprowadzać innych w błąd.
Poza tym pisząc G2 X50 Z-45 I0 K-5
oczywiście powinno być G3 oraz ostatnią linijkę kodu G1 X50 Z-80 nie bierzesz pod uwagę mocowania elementu, jeszcze nie widziałem aby ktoś obrabiał taką tuleję na kłach z zabierakiem czołowym jak w takiej sytuacji wywiercisz otwór.
: 01 gru 2013, 20:32
autor: Endrju76
G3 rzeczywiście na szybko pomyliłem z G2. Ale skoro Zero OSN liczy I,K, od G54 to raczej nie zgodnie z programowaniem ISO a o takim wspomina w swoich materiałach
http://www.zero.waw.pl/wstep.html