Witam serdecznie.
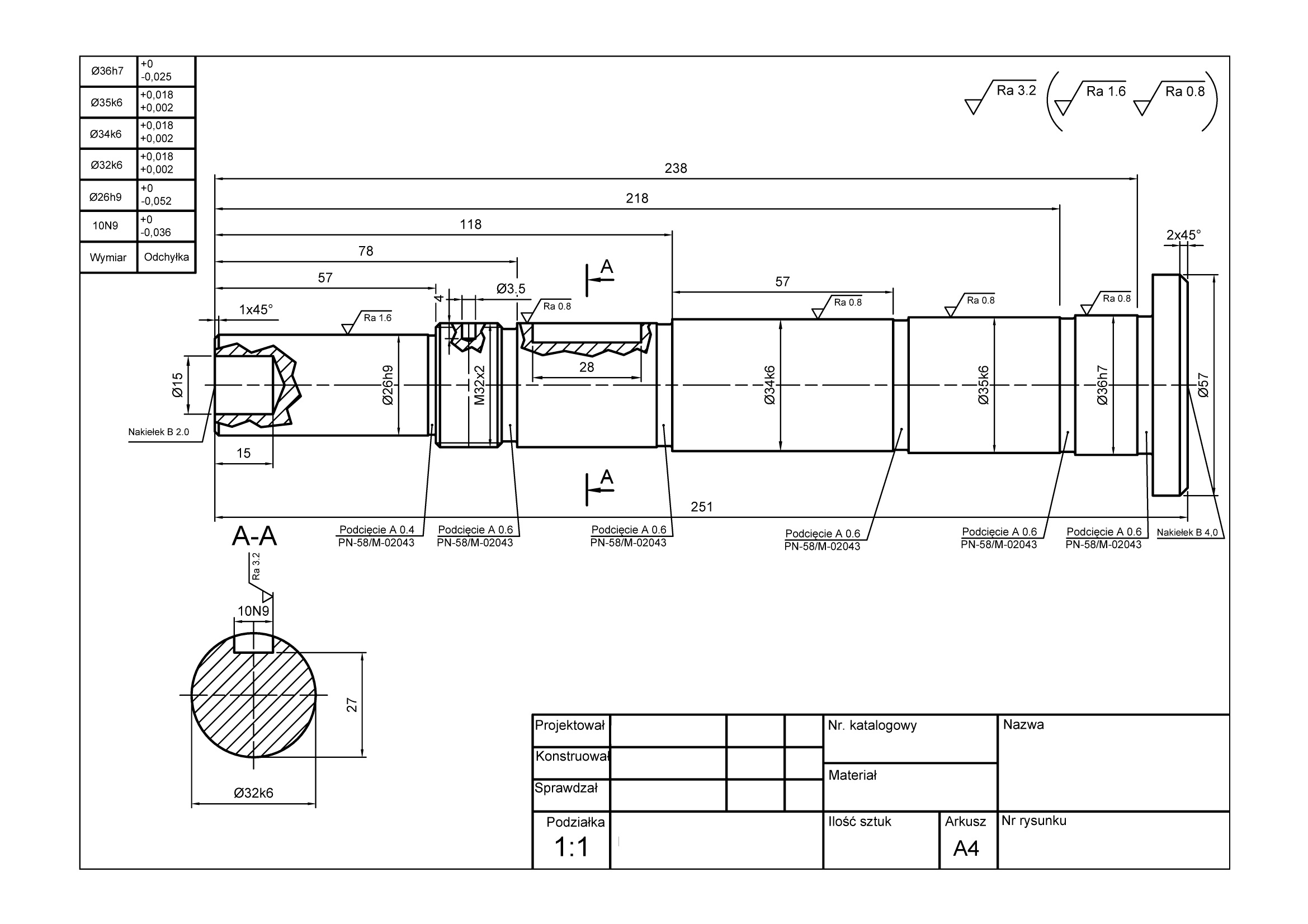
Jestem w trakcie tworzenia projektu na studia z procesów technologicznych. Wałek załączam. Moje pytanie brzmi, jak zgrubnie obrobić taki wałek w tokarce konwencjonalnej, jeśli długość tego stopnia o największej średnicy jest zbyt krótka, by zamocować go w uchwycie trójszczękowym. Prowadzący odrzucił możliwość korzystania z zabieraka. Z góry dziękuje za odpowiedź.
Re: Jak zgrubnie obrobić wałek - krótki stopień
: 02 gru 2018, 15:18
autor: IMPULS3
wietrzol pisze:Moje pytanie brzmi, jak zgrubnie obrobić taki wałek w tokarce konwencjonalnej, jeśli długość tego stopnia o największej średnicy jest zbyt krótka, by zamocować go w uchwycie trójszczękowym.
Przecież nie musisz go wpychać maksymalnie w głąb szczęk. Wystarczy jak złapiesz 2-3mm i możesz toczyć. A jak większa ilość to zataczasz miękkie szczęki i gotowe.
Re: Jak zgrubnie obrobić wałek - krótki stopień
: 02 gru 2018, 15:25
autor: Pirat
Najlepiej było by toczyć to w kłach, ale że nie ma nakiełków to toczyłbym to z pomocą podtrzymki stałej.
Najlepiej było by toczyć to w kłach, ale że nie ma nakiełków to toczyłbym to z pomocą podtrzymki stałej.
Są nakiełki. W kłach czyli potrzebny byłby zabierak do przeniesienia momentu, tak? Prowadzący natomiast twierdzi, że do obróbki zgrubnej konieczny jest uchwyt trójszczękowy.
Re: Jak zgrubnie obrobić wałek - krótki stopień
: 02 gru 2018, 15:47
autor: Pirat
Jak są nakiełki to wystarczy zrobić jak pisze IMPULS3, myślałem że brak nakiełków to celowe utrudnienie.
Re: Jak zgrubnie obrobić wałek - krótki stopień
: 02 gru 2018, 15:51
autor: abcdef
"zgrubnie na tokarce konwencjonalnej"
uchwyt + kieł. I toczysz zgrubnie xd To że przygotówka jest dłuższa od gotowego wałka to chyba wiesz?
masz stosunek około 8.
Re: Jak zgrubnie obrobić wałek - krótki stopień
: 02 gru 2018, 16:11
autor: jasiu...
Uciąć materiał 7 mm dłuższy. Wtedy masz możliwość za 5 mm chwycić w szczękach hartowanych, z drugiej strony podeprzeć nakiełkiem i całość wytoczyć. Po obróceniu naddatek, za który trzymaliśmy (te 7 mm) trzeba splanować. Jeśli to tokarka konwencjonalna, to można przyjąć, że wrzeciono ma prześwit. I z dużym prawdopodobieństwem wszystkie średnice wytoczone w ten prześwit wejdą, dlatego chwytasz w podtoczonych, miękkich szczękach za średnicę 35, albo 36 (jak chcesz) i planujesz tarczę o średnicy 57 mm, na wymiar, którego nie ma na rysunku (grubość tej tarczki). Na końcu oczywiście drugi nakiełek do szlifowania, bo wymiary tolerowane proszą się o szlifowanie.
Inna rzecz mnie nurtuje. Z jednej strony pisze nakiełek b2.0 a tam narysowana dziura Φ 15, to jak to jest?
Re: Jak zgrubnie obrobić wałek - krótki stopień
: 02 gru 2018, 16:20
autor: wietrzol
@abcdef
Mógłbym prosić o inny link, bo ten nie działa. Wiem o tym, mam odkuwke, natomiast pierwsza operacja bedzie obróbka powierzchni czołowych i wtedy dlugosc tego stopnia i tak bedzie wynosić 9mm. Czyli dam rade złapać uchwytem trójszczekowym to 9mm a z drugiej strony wtedy kieł, tak? Prowadzący mówił coś o tym, że musiałbym złapać 40mm, bo taka jest długość kła, ale nie wiem jak to sie ma do realiów.
@jasiu..
Ten otwór będzie ostatnią operacją, zostanie nawiercony i nakiełek zostanie usunięty. Akurat moim półfabrykatem będzie odkuwka, a nie pręt. Dlaczego akurat te 7mm?
Re: Jak zgrubnie obrobić wałek - krótki stopień
: 02 gru 2018, 17:14
autor: abcdef
youtube: Tailstock Fundamentals: How to use the Tailstock on a Haas Lathe
wcześniej nie mogłeś napisać że to odkuwka? xd
to znaczy że należy użyć nakiełka wcześniej
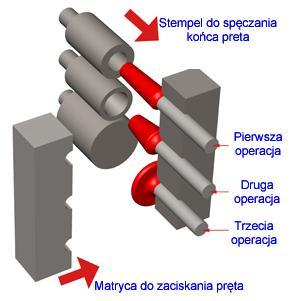
pręt+kuźniarka+spęczanie końcówki. Technologia taka sama
jakieś blokady tu macie?
Czy zabierakiem czolowym przeniose odpowiedni moment żeby wykonać obróbkę zgrubna?(Prowadzący sugerował, że nie). Przy uzyciu zabieraka chcialem przeprowadzić obróbkę kształtującą.
Jak w końcu jest z tym uchwytem trojszczekowym, jaka jest minimalna długość potrzebna by złapać wałek?