




mam do zrealizowania proces technologiczny tarczy o średnicy 154
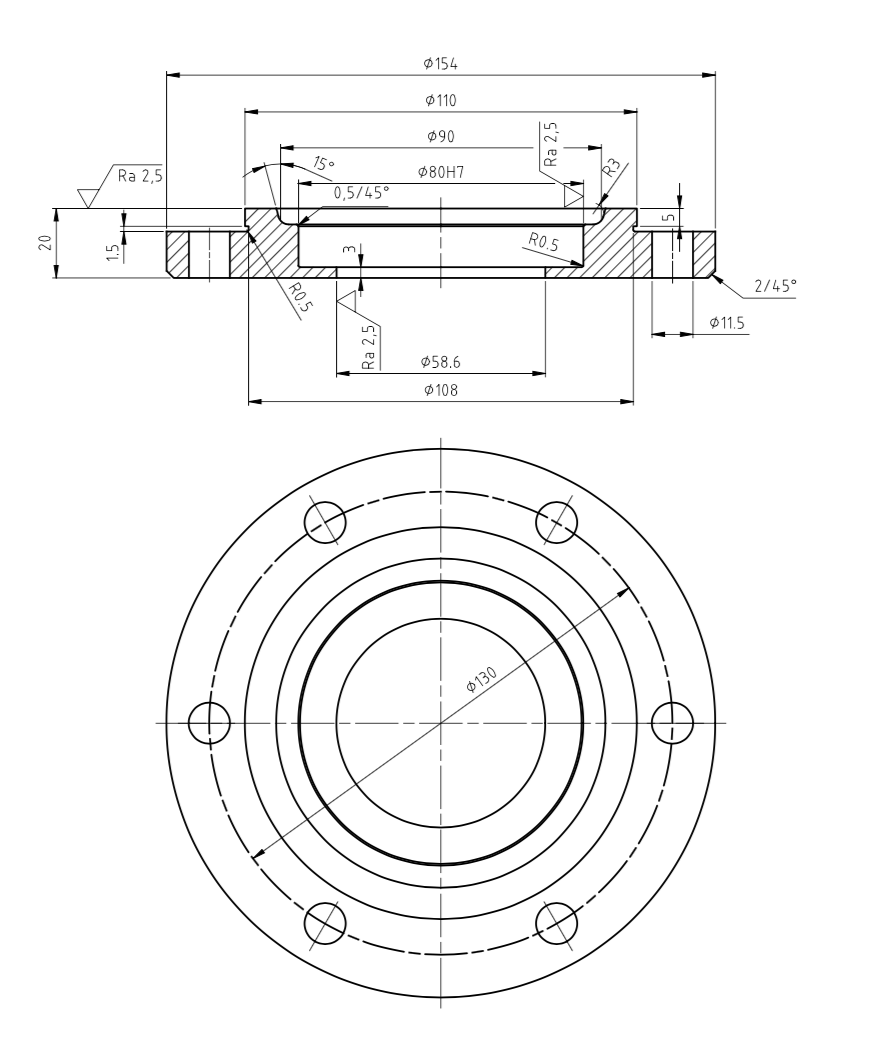
Oczywiście temat części klasy tarcza w Feldzie i Choroszym przestudiowana i na tej podstawie robiłem kartę technologiczną, jednak problem polega na tym, że prowadzący uświadomił mnie, że w przypadku tej tarczy lekko zmodyfikowany ramowy proces nie jest wystarczająco dobry z tego względu, że nie ma jak dobrze chwycić tego elementu i mam wymyślić coś lepszego i ciekawego.
Jedyne co mi przychodzi na myśl to najpierw wiercenie otworu centralnie o średnicy 58.6 i tych 6 na obwodzie bezpośrednio w pręcie i następnie dopiero jego cięcie na odpowiednie długości. Później magnetyczne mocowanie od tej dolnej powierzchni i toczenie kształtujące i wykańczające oraz szlifowanie otworu H7. No i później mam problem z pomysłem jak zamocować to od drugiej strony i zrobić fazy. Nie jestem też pewny czy to o czym mówię jest poprawne. Znalazłem też wcześniej temat na forum: uchwyt-magnetyczny-t49008.html gdzie użytkownik na pierwszej stronie w ostatniej wiadomości pisze o "lejku", ale nie wiem dokładnie o co chodzi.
Z góry dziękuję za wszelkie porady.



")
")
")






