




zmniejszenie srednicy chwytu freza
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 4
- Posty: 1863
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
zmniejszenie srednicy chwytu freza
Potrzebuje zmniejszyć ø chwytu freza z 25mm na 20mm . Jak to wykonać aby było max precyzyjnie , toczyć , zostawić naddatek na szlifowanie (ile  ) i szlifować . Frez ma na obu końcach nakielek , czy to wystarczy aby dokładnie go przeszlifować (nie wiem jak miał by być złapany na szlifierce).
) i szlifować . Frez ma na obu końcach nakielek , czy to wystarczy aby dokładnie go przeszlifować (nie wiem jak miał by być złapany na szlifierce).
Tagi:


-
 Petroholic
Petroholic
- Lider FORUM (min. 2000)
")
- Posty w temacie: 2
- Posty: 2688
- Rejestracja: 08 gru 2015, 12:23
- Lokalizacja: Lublin
- Kontakt:
Już kupiłeś i teraz się martwisz czy planujesz zakup?
Jeśli planujesz to zdecydowanie i bez kombinacji znajdź pasujące narzędzie bez przeróbek
Jaką masz maks średnicę mocowania stałego ER? Lub jaki uchwyt ATC?
I czy koniecznie ma być fi25? Bo na przykład głowiczki mocowane typem FMB zaczynają się od fi32 bodajże...
Jeśli planujesz to zdecydowanie i bez kombinacji znajdź pasujące narzędzie bez przeróbek
Jaką masz maks średnicę mocowania stałego ER? Lub jaki uchwyt ATC?
I czy koniecznie ma być fi25? Bo na przykład głowiczki mocowane typem FMB zaczynają się od fi32 bodajże...
-
Steryd
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 4143
- Rejestracja: 13 lut 2017, 19:34
- Lokalizacja: Szczecin
Przede wszystkim zależy, czy chwyt jest twardy. Nakielki starcza żeby zamocować w szlifierce klowej, bo zabierak jest gdzie zaczepic. Od biedy dałoby się nawet i toczyć w klach, ale nie wiem, czy znajdziesz chętnego na taką zabawę. Zależy ile jest do zebrania, ale jak już to bym całość szlifowal. Poza tym podpisuje się pod wypowiedzią kolegi wyżej. Jak nie ma absolutnej konieczności, to nie ma co przerabiać. Przy cenie tych narzędzi, przeróbka wyniesie Cie coś koło tyle samo 
Można?
Morzna!!!
Morzna!!!
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 4
- Posty: 1863
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
Jeszcze nie kupiłem , frez ma być do napędzanej oprawki tokarki , uchwyt na ER32 wiec max chwytu ø20 , ø glowiczki min 35mm max 40mm , szukałem ale nie znalazłem  . Jedyna jakie znalazlem z chwytem ø 20 i robocza ø 40 to na płytki trójkątne ( ale te stawiają zdecydowanie za duży opór przy skrawaniu) wiec odpadają. Najlepiej na płytki APKT 1003 lub 1604
. Jedyna jakie znalazlem z chwytem ø 20 i robocza ø 40 to na płytki trójkątne ( ale te stawiają zdecydowanie za duży opór przy skrawaniu) wiec odpadają. Najlepiej na płytki APKT 1003 lub 1604
-
Petroholic
- Lider FORUM (min. 2000)
- Posty w temacie: 2
- Posty: 2688
- Rejestracja: 08 gru 2015, 12:23
- Lokalizacja: Lublin
- Kontakt:
-
Majster70
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
Jaka to tokarka z jakim napędem? Chodzi o sprawdzenie dostępnego momentu przy optymalnych obrotach dla tej głowiczki czy freza. Bo jeśli to np Haas, to zapomnij o wydajnym frezowaniu głowiczką 25mm. Czyli sprawdź moment i zapotrzebowanie na moc dla danego narzędzia, by uniknąć dużego rozczarowania i straty kasy.
Jeśli wszystko jest ok, to koledzy dobrze ci podpowiadają: lepiej poszukaj gotowych rozwiązań pasujących do twojej ER32 i nie baw się w przeróbki - to kosztuje czas i pieniądze.
Poza tym, warto się zastanowić, czy na tokarce rzeczywiście niezbędne są tak duże frezy, głowice - jest sporo frezów np Φ8-12mm 3-piórowych o nierówno rozmieszczonych piórach i zmiennym ich skoku które mogą pracować pełną średnicą na głębokości 1-1,5D - i przy dobrych warunkach pracy (na małym wysięgu freza i detalu, sztywna obrabiarka) są dość trwałe i nie obciążają tak obrabiarki. Przy trochę delikatniejszej tokarce taką głowiczką Φ40 szybko ją zajeździsz - szkoda obrabiarki.
Jeśli wszystko jest ok, to koledzy dobrze ci podpowiadają: lepiej poszukaj gotowych rozwiązań pasujących do twojej ER32 i nie baw się w przeróbki - to kosztuje czas i pieniądze.
Poza tym, warto się zastanowić, czy na tokarce rzeczywiście niezbędne są tak duże frezy, głowice - jest sporo frezów np Φ8-12mm 3-piórowych o nierówno rozmieszczonych piórach i zmiennym ich skoku które mogą pracować pełną średnicą na głębokości 1-1,5D - i przy dobrych warunkach pracy (na małym wysięgu freza i detalu, sztywna obrabiarka) są dość trwałe i nie obciążają tak obrabiarki. Przy trochę delikatniejszej tokarce taką głowiczką Φ40 szybko ją zajeździsz - szkoda obrabiarki.
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 4
- Posty: 1863
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
Jest to rozwiązanie , wieczorem poszukamPetroholic pisze:Bardzo pilne?
Jest u skośnookich głowica fi40 na 4 płytki 1604 plus trzpień mocujący fi22 pod głowiczkę, a z drugiej strony uchwyt walcowy fi3/4cala czyli 19,05mm... Powinno wejść w tulejkę fi19 pod ER32
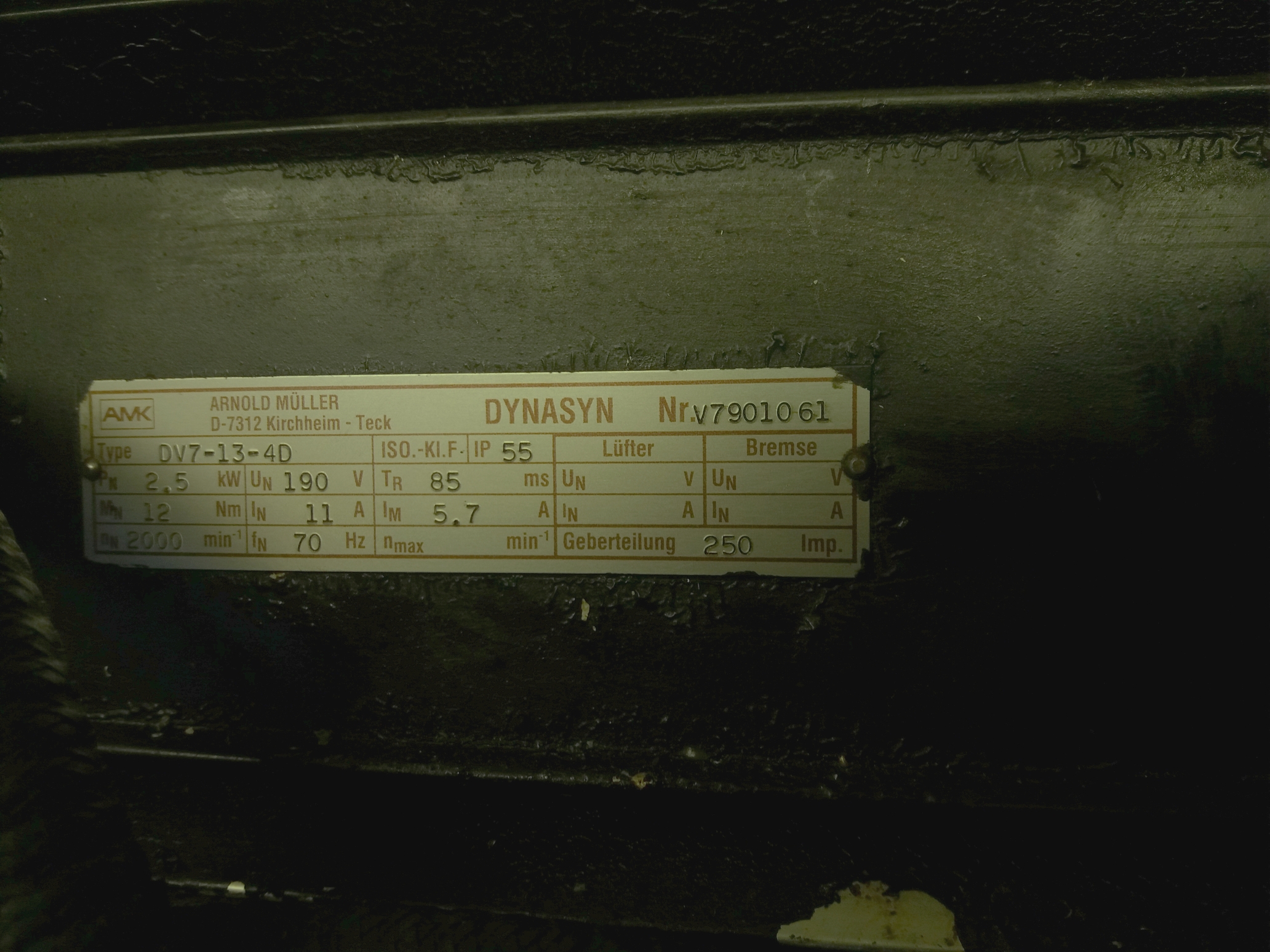
Maszyna to SAEILO typ Contur 45 , zapewne niewiele to kolega mówi. Produkcja Niemcy , lata 90-te wiec jeszcze bez oszczędności na materiałach. Na foto tabliczka serwomotoru od napędu narzędzia,głowica zmieniająca firmy Sauter.Majster70 pisze:Jaka to tokarka z jakim napędem? Chodzi o sprawdzenie dostępnego momentu przy optymalnych obrotach dla tej głowiczki czy freza. Czyli sprawdź moment i zapotrzebowanie na moc dla danego narzędzia, by uniknąć dużego rozczarowania i straty kasy.
-
Majster70
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
Jeśli dobrze odczytałem tabliczkę, to moment 12Nm, obroty max 2000/min. Czyli jest raczej tak jak myślałem, do tego obroty max sugerują, że napęd frezerski był projektowany raczej do frezów HSS niż do głowiczek Φ40mm na płytki.
Na początek, proponowałbym spróbować, jak pójdzie z frezem Φ8 małym wiórem na obrotach max, tzn ap(warstwa) 0,2mm przy dużym ae (np całą średnicą freza) lub większym ap, np 4mm za to małym ae 0,4mm, potem, stopniowo zwiększać obciążenia. Pobaw się, np z robieniem sześciokąta pod klucz przy różnych warstwach. Być może frez z HSS też wchodziłby w rachubę.
No chyba, że masz doświadczenie z frezowaniem na tej tokarce i że można ją wielokrotnie przeciążać.
Na początek, proponowałbym spróbować, jak pójdzie z frezem Φ8 małym wiórem na obrotach max, tzn ap(warstwa) 0,2mm przy dużym ae (np całą średnicą freza) lub większym ap, np 4mm za to małym ae 0,4mm, potem, stopniowo zwiększać obciążenia. Pobaw się, np z robieniem sześciokąta pod klucz przy różnych warstwach. Być może frez z HSS też wchodziłby w rachubę.
No chyba, że masz doświadczenie z frezowaniem na tej tokarce i że można ją wielokrotnie przeciążać.
-
Majster70
- ELITA FORUM (min. 1000)
- Posty w temacie: 3
- Posty: 1255
- Rejestracja: 08 cze 2010, 23:37
- Lokalizacja: Piastów
No to może 12Nm odnosi się do momentu przy 2000 obr a nie momemtu max i obr max? Na pewno głowiczka Φ22 dla ap7,5mm i ae100% potrzebuje więcej niż 12Nm.
Skoro poszła ci obróbka głowiczką Φ22 to pójdzie i Φ25. Natomiast z Φ40 to bym już uważał - może najpierw spróbuj wyciągnąć od Sautera charakterystykę twojego napędu. Wszyscy producenci dopuszczają pracę przy przeciążeniu 150% przez 40% czasu pracy, a skoro masz dobrą, mocną tokarkę to szkoda byłoby ją zajeździć. Poszukaj na monitorze czy masz wskaźnik obciążenia wrzeciona głównego (najczęściej S) i wrzeciona napędu frezerskiego (najczęściej S1). W starszych konstrukcjach to czasami po prostu analogowe wskaźniki poboru prądu wyskalowane w % i Amperach, i popatrz jak obciążasz wrzeciona. Kupowałem kilka lat temu enkoder od głowicy narzędziowej Sautera z lat 90-tych i wcale nie był tani. No chyba, że zlecenie tak lukratywne ze w kilka tygodni zarobisz na nową
Postaraj się też zgrać parametry maszynowe, bo jak przy takim unikacie padnie ci bateryjka podtrzymująca te dane, to bez parametrów maszynowych będziesz w głębokiej doopie.
Skoro poszła ci obróbka głowiczką Φ22 to pójdzie i Φ25. Natomiast z Φ40 to bym już uważał - może najpierw spróbuj wyciągnąć od Sautera charakterystykę twojego napędu. Wszyscy producenci dopuszczają pracę przy przeciążeniu 150% przez 40% czasu pracy, a skoro masz dobrą, mocną tokarkę to szkoda byłoby ją zajeździć. Poszukaj na monitorze czy masz wskaźnik obciążenia wrzeciona głównego (najczęściej S) i wrzeciona napędu frezerskiego (najczęściej S1). W starszych konstrukcjach to czasami po prostu analogowe wskaźniki poboru prądu wyskalowane w % i Amperach, i popatrz jak obciążasz wrzeciona. Kupowałem kilka lat temu enkoder od głowicy narzędziowej Sautera z lat 90-tych i wcale nie był tani. No chyba, że zlecenie tak lukratywne ze w kilka tygodni zarobisz na nową
Postaraj się też zgrać parametry maszynowe, bo jak przy takim unikacie padnie ci bateryjka podtrzymująca te dane, to bez parametrów maszynowych będziesz w głębokiej doopie.






