




-maszyna Janus Tokarka TK500
-oprogramowanie Fanuc D series
-narzędzia:
-kilka rodzai noży do obróbki zewnętrznej
- nóz do obróbki wewnętrznej
-wiertło Fi32
-ucinak
-materiał z jakiego ma być wykonany detal stal nierdzewna
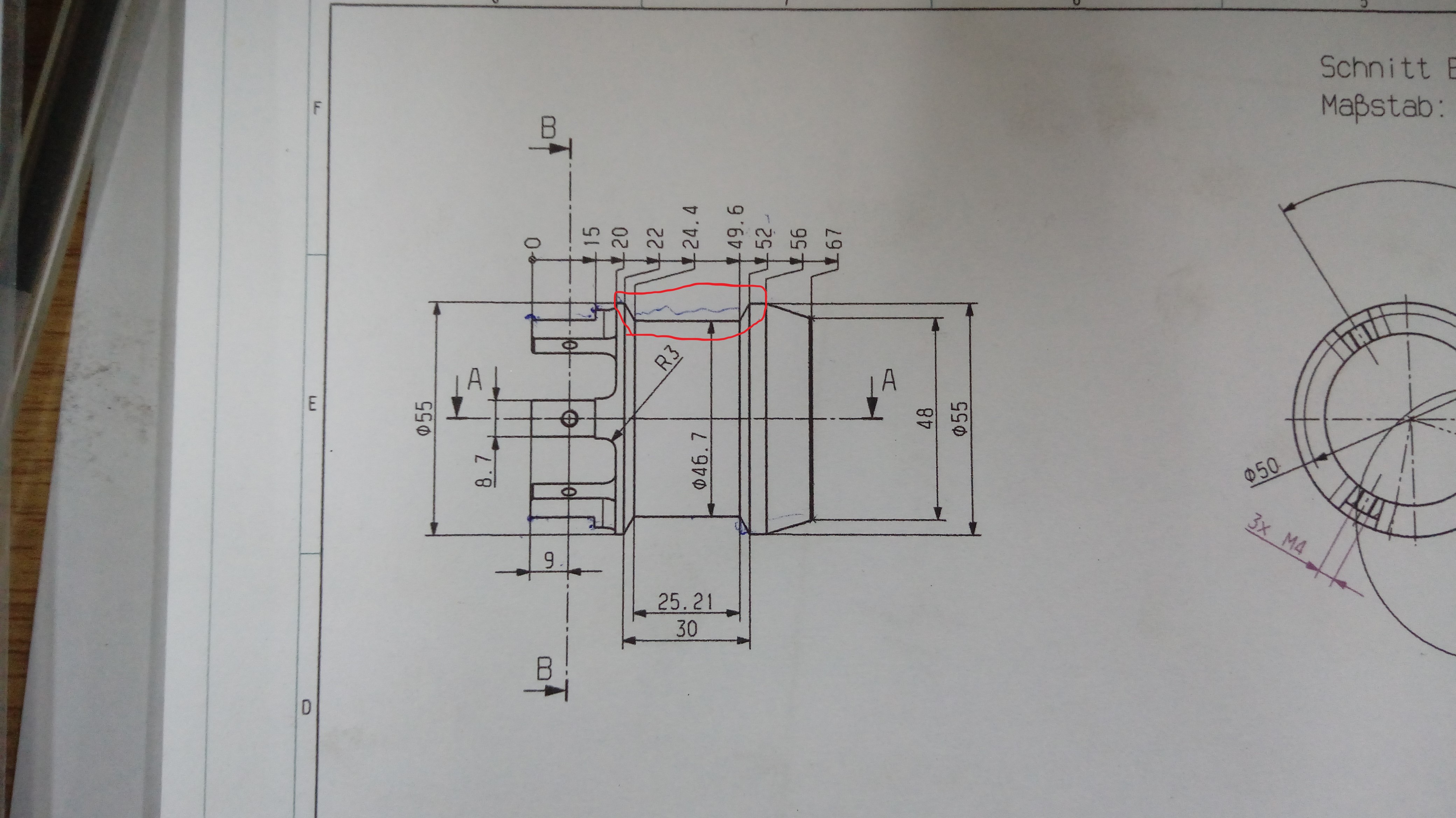
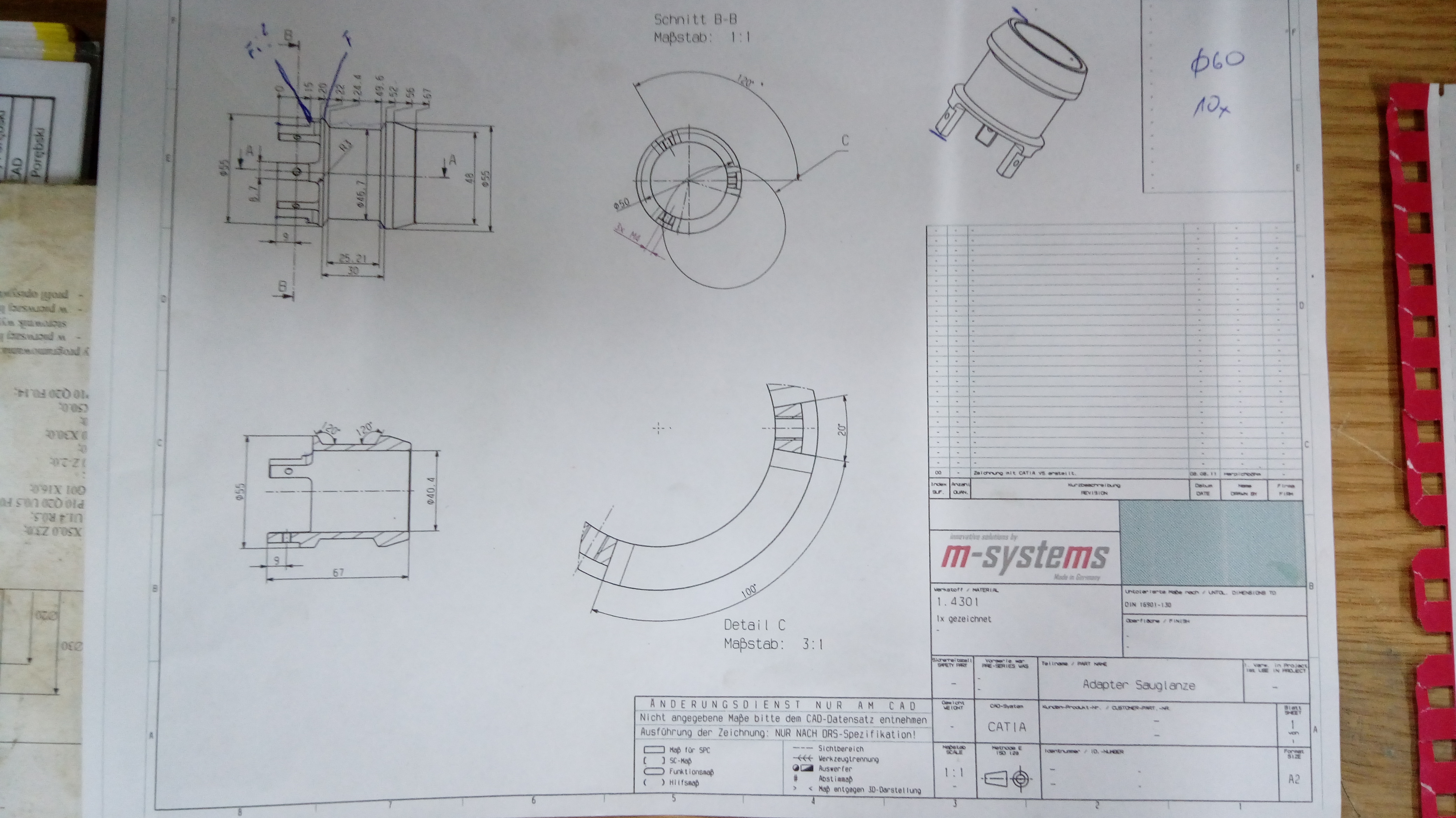
W załączniku znajdują się zdjęcia detalu oraz płytek do narzędzi jakimi chce go wykonać(wraz z parametrami). Programy pisze w g-kodzie na oprogramowaniu fanuc. Zazwyczaj obróbkę wykoncuję w cyklu G71 CYKL TOCZENIA ZGRUBNEGO WZDŁUŻNEGO. Ale Tutaj występuje podtoczenie w środku detalu(zaznaczyłem na czerwono). Obawiam się że maszyna wygeneruje błąd podczas komilacji programu ponieważ w cyklu G71 profil opisywany powinien być cały czas rosnący/stały a tutaj występuje dość duże podtoczenie. Ma ktoś pomysł jak to wykonać? Ucinakiem przesuwać się o jego grubość, zostawić naddatek minimalny i na koniec zrobić przejście wykańczające? Kolejnym pytaniem jest parametry do wiertła, ostatnio wykonywałem juz detal z nierdzewki, obr 700 posuw 0.06 vc 160 i wiór ciągnął się a materiał/wiertło niesamowicie piszczało. Przy zwykłej stali idzie pięknie. W załączniku znajdują sie zdjęcia detalu oraz płytek. Bardzo prosił bym o jakieś wskazówki. Pozdrawiam wszystkich
ps
1zdjecie plytek jest do noża obróbka wewnętrzna
2zdjecie wiertło
3zdjecie nóż do obróbki zewnętrznej






")

")






