



Wiercenie po raz kolejny
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 10
- Posty: 1863
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
Wiercenie po raz kolejny
I znowu problem z tym nieszczęsnym wierceniem  Otwór wiercony wiertlem HSSCo ø8.5 pod gwint M10 , głębokość 30mm .N a gorze otworu rozbicie na≈8,7-8,8 , na dnie 8,55-8.6.Wierce cyklem do głębokich otworów , wycofuje 5 razy. Zmieniałem oprawkę i wiertla - bez zmian.Wszystko wskazuje na to , ze wióry szlifują górną cześć otworu
Otwór wiercony wiertlem HSSCo ø8.5 pod gwint M10 , głębokość 30mm .N a gorze otworu rozbicie na≈8,7-8,8 , na dnie 8,55-8.6.Wierce cyklem do głębokich otworów , wycofuje 5 razy. Zmieniałem oprawkę i wiertla - bez zmian.Wszystko wskazuje na to , ze wióry szlifują górną cześć otworu  .Parametry : F 0.15 , obr.780. Najprościej by było wiercić wiertlem ø 8,4 ale to jakoś tak nie elegancko
.Parametry : F 0.15 , obr.780. Najprościej by było wiercić wiertlem ø 8,4 ale to jakoś tak nie elegancko  Co koledzy radza
Co koledzy radza 
Tagi:

")


-
jasiu...
- Lider FORUM (min. 2000)
")
- Posty w temacie: 8
- Posty: 5345
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
A kto te wiertła ostrzył? Chodzi mi o to, w jaki sposób został zmniejszony ścin i czy wiertło jest naostrzone symatrycznie (czy bierze oboma piórami jednakowo).
Tu masz coś, co się określa jako korekcję ścina (czasem korekcja wiertła): http://www.wiertla.pl/katalog/pl/info_tech4.html
Tu masz coś, co się określa jako korekcję ścina (czasem korekcja wiertła): http://www.wiertla.pl/katalog/pl/info_tech4.html
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
- Posty w temacie: 3
- Posty: 7977
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
.... , widzę , że problem z wierceniem wraca.blasterpl pisze:Próbowałem kilka wiertel , na wszystkich to samo.Materia to ST37K.
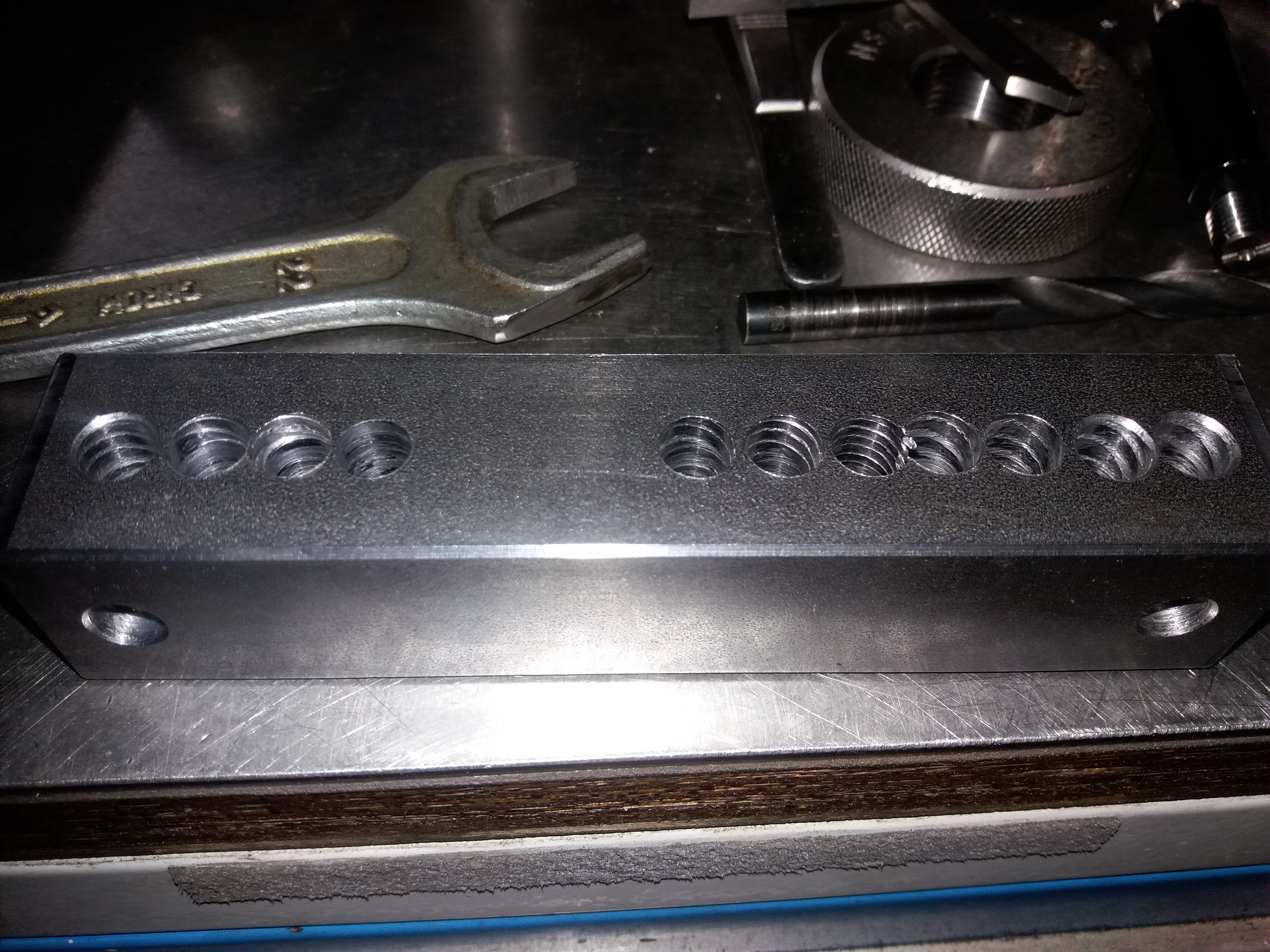
Tak wyglądają otwory od góry , coś(wióry?)porobiły jakby gwinty , od dołu otworów nie ma tego.
Sprawdź geometrię maszyny ..... , może w niej będzie ukryty problem.
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki






