Strona 1 z 6
Frezowanie głowicą 50mm
: 22 lip 2017, 10:39
autor: Mallujemy
Witam.
Zakupiłem do swojej Zosi głowice fi 50 na 4 płytki powlekane APMT1604 PDER-H2.
Chciałbym się dowiedzieć jakie obroty powinienem zastosować w przypadku frezowania stali konstrukcyjnej a jakie przy aluminium PA6.
Żeby nie było... używałem jakiegoś kalkulatora z neta i wyszło mi ok 800 obr/min ale nie było tam podane do obróbki jakich materiałów będą one odpowiednie.
Pozdrawiam.
: 22 lip 2017, 10:56
autor: zacharius
jest fajny kalkulator sandvika na androida
a żeby obliczyć Vf to potrzebne ap, ae, Vc i takie tam inne
czyli zagłębienie, przybranie na ząb i prędkość skrawania, te dane są na pudełku od płytek zazwyczaj. z tego można obliczyć posuwy.
: 22 lip 2017, 11:01
autor: bartoszmista
Prosty wzorek:
n = 318 x Vc / d (po przekształceniu)
Vc - dla płytki, rodzaj płytki w zależności od materiału właśnie (dobór z katalogu)
d - 50mm oczywiście średnica głowicy (czyli 0,05m)
http://www.sandvik.coromant.com/pl-pl/k ... fault.aspx
: 22 lip 2017, 11:38
autor: Mallujemy
Z moich obliczeń wynika ze Vc dla stali =400-800 obr/min.
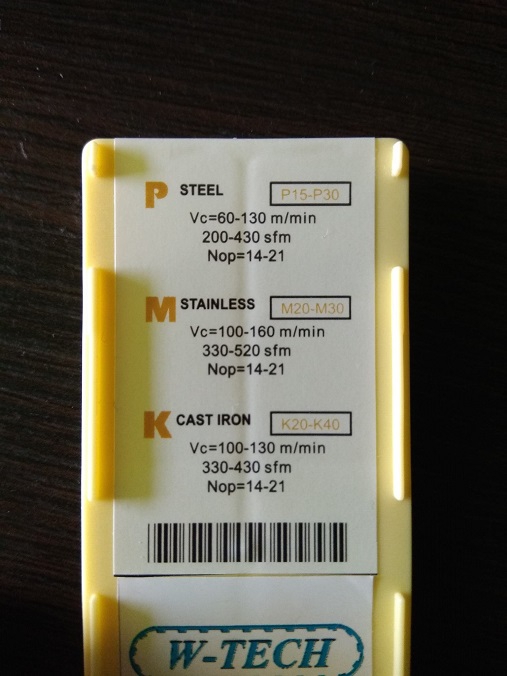
Jak widać na pudełku nie ma wypisanych parametrów do obróbki aluminium.
Czy to znaczy że nie mogę używać tych płytek do aluminium PA6?
Interesuje mnie też co oznaczają pozostałę oznaczenia jak:
P15-p30
200-430 sfm
Nop=14-21
: 22 lip 2017, 12:18
autor: RomanJ4
Teoria teorią a życie swoje. Teoretyczne parametry odnoszą się do sztywnych i silnonapedowych maszyn produkcyjnych.
Zacznij od 600obr/min dla niewielkiej głębokości skrawania
ap
(0,15-0,25mm) i potem rób korekty +;- obrotów i
ap, bo stal stali nierówna, a jeszcze jak trochę skorodowana to i obroty mocno siadają..
Planowałem głowiczką 50mm (co prawda na płaskie płytki TPUN i drugą na ) skorodowane ceowniki 80 frezarką (typu KF25, silnik 600W, przekładnia L) z ap ~0,25mm 700-900obr/min, przy większych parametrach napęd zaczynał niedomagać, natomiast w czystej stali 18G2A było trochę lepiej..
https://www.cnc.info.pl/topics80/frezar ... t73101.htm
APMT z racji dodatniego kąta natarcia będą skrawać lżej niż płaskie, ale też zbyt wiele nie wyciągniesz ze względu na mała sztywność i niezbyt mocny napęd maszyny.
: 22 lip 2017, 13:05
autor: clipper7
Mallujemy pisze:Zakupiłem do swojej Zosi głowice fi 50
Zaryzykuję twierdzenie, że głowica fi 50 do Zosi to zbyt wiele. Maszyna do sztywnych nie należy, napęd też pozostawia niedosyt. Obstawiłbym głowiczki mniejsze, np. fi 25. Ale to jest moja opinia, może inni mają inne doświadczenia. Nie upieram się.
W Twoim przypadku wyliczenia z kalkulatora potraktuj ostrożnie. Ja, przy frezowaniu manualnym i amatorskim, nie kieruję się wyliczeniami, robię próbę obróbki na niskich obrotach, potem je zwiększam i obserwuję, co się dzieje. Punkt startowy przyjmuję z doświadczenia. Ważny jest wygląd wióra, pojawiające się drgania i dziwne dźwięki. Przyjmuję, że jak wszystko idzie gładko, maszyna nie sygnalizuje przeciążenia, to parametry są OK i to się zwykle sprawdza. Obserwuję też jakość powierzchni po obróbce.
: 22 lip 2017, 14:29
autor: nowycrteam
Mallujemy, Daj namiary do twojej maszyny
Ja osobiście na FADALU głowicą fi 50 ale na 5 płytek APKT1604 jadę od 1-4mm ap a ae 40-50% średnicy narzędzia.
Obr. 1200 obr/min
posuw - 500-1000 mm/min
Obroty i głębokości skrawania zależą od mocowania elementu.
Nie mam nigdy sztywnych parametrów na narzędzia bo trzeba je dostosować do mocowania elemntu jak i możliwości maszyny.
Z paczki którą podesłałeś wynika że VC masz 80-130 na stal co dla mnie wydaje się bardzo mało ale wyliczając parametry z fajnego programiku który wykorzystuje wzory i jest dostępny na forum tu >
https://www.cnc.info.pl/download.htm?id=7639&special=40
Oznaczenia na płytkach :
P15-P30 itd : objaśnienie masz tutaj
http://www.sandvik.coromant.com/pl-pl/k ... fault.aspx
Dziwi mnie jednak fakt że przy żadnej z pozycji nie masz żadnej kropki która świadczyłaby o przeznaczeniu twoich płytek.
Bo jak wiadomo płytka do wszystkiego jest do nieczego.
sfm to nic innego jak po prostu mm/min przeważnie na płytkach podają oznaczenie posuw na obrót np 0,05 itd.
Nop- nie mam pojęcia co oznacza
: 22 lip 2017, 15:36
autor: WZÓR
nowycrteam pisze:Mallujemy, Daj namiary do twojej maszyny
Ja osobiście na FADALU głowicą fi 50 ale na 5 płytek APKT1604 jadę od 1-4mm ap a ae 40-50% średnicy narzędzia.
Obr. 1200 obr/min
posuw - 500-1000 mm/min
...
Niekiedy warto poczytać , co szpece mają do powiedzenia.

RomanJ4 pisze:Teoria teorią a życie swoje. Teoretyczne parametry odnoszą się do sztywnych i silnonapedowych maszyn produkcyjnych. ...
..... , a ta Zośka raczej do takich nie należy.
https://www.cnc.info.pl/topics80/frezar ... t21199.htm
p.s.
@ Mallujemy - jak już masz tą 50 , to obchodź się nią raczej delikatnie.
Choć moim zdaniem zakup głowicy mniejszej byłby bardziej rozważną decyzją.
Mariusz.
: 22 lip 2017, 21:31
autor: strikexp
clipper7 pisze:
Zaryzykuję twierdzenie, że głowica fi 50 do Zosi to zbyt wiele. Maszyna do sztywnych nie należy, napęd też pozostawia niedosyt.
Też mnie zadziwiła tak wielka średnica do Zosi, no ale ja się nie znam

: 22 lip 2017, 22:38
autor: dance1
strikexp
po tych wszędobylskich bzdurach które wszędzie wypisujesz dziwne że Ciebie coś dziwi.
Mallujemy
żadnych parametrów z katalogów czy też kalkulatorów nie dobieraj, maszyna Twoja nie jest stworzona do pracy z narzędziami o tej średnicy czyli wszystkie parametry doświadczalnie, bez pośpiechu, żeby narzędzia, materiału czy też maszyny nie zajechać.