Rozbijanie wymiaru przy frezowaniu wpustów
: 28 cze 2017, 22:20
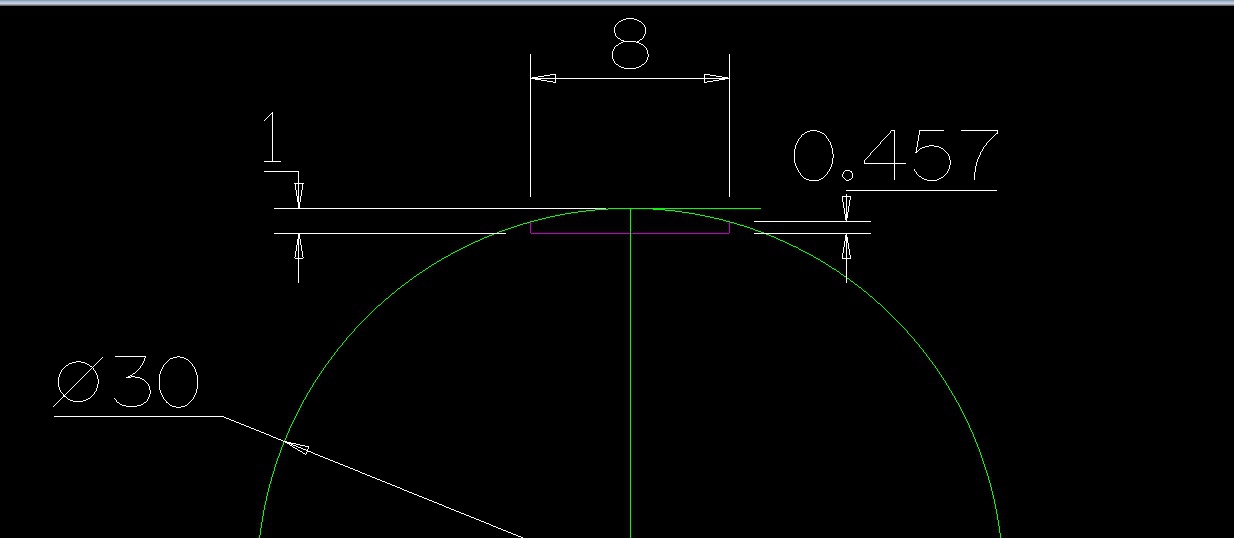
Witam, tak jak w temacie mam mały problem przy frezowaniu rowków wpustowych. Problem zaczyna się przy przejściu powrotnym, załóżmy ze frezuję rowek w wałku fi 30 frezem fi 8 na głębokości 4 mm pierwsze przejście 1 mm wszystko jest ok, ale gdy wycofuję frez dziwnie schodzi się o parę dych w prawą stronę i rozbija rowek. Maszyna na jakiej pracuje to frezarka uniwersalna fu2 stożek wrzeciona mk 2 oprawka zaciskowa na tulejki Er 40 ( trochę duża jak na tą maszynę, ale wszystko jest sztywne i nie ma bicia ) jedynym - tej maszyny jest to że wałek wrzeciona jest na panewkach a z dołu trzyma go tylko jedno łożysko oporowe które reguluję się poprzez 2 nakrętki które bardzo często lubią się odkręcać i powodować dość duży luz na wrzecionie ( luz ten nawet gdy skasuje go do 0 i tak przy frezowaniu rowków frez rozbija mi wymiar ) ;) co może być przyczyną takiego efektu ? :)