




Tokarka otwor z napedzanego narzedzia - problem
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
")
- Posty w temacie: 6
- Posty: 1863
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
Tokarka otwor z napedzanego narzedzia - problem
otwór z napędzanego narzędzia kątowego , jak widać lub nie , nie jest on na środku , przesuniecie ok. 1mm . Nie jest przekoszony (jest prostopadły do powierzchni) , nie jest rozbity (wiertło ø10 a otwór ma ø10.06) . Gdzie lezy problem 
Ostatnio zmieniony 09 cze 2017, 21:09 przez blasterpl, łącznie zmieniany 3 razy.
Tagi:


-
InzSpawalnik
- ELITA FORUM (min. 1000)
- Posty w temacie: 1
- Posty: 1693
- Rejestracja: 28 gru 2012, 01:04
- Lokalizacja: Galaktyka
-
 viper
viper
- Specjalista poziom 2 (min. 300)
")
- Posty w temacie: 2
- Posty: 490
- Rejestracja: 23 wrz 2013, 13:44
- Lokalizacja: Polska
osi Y podejrzewam że raczej nie ma bo tematu by nie było.
Ja bym pierwsze sprawdził czujnikiem równoległość wiertła zamontowanego w oprawce kątowej względem suportu X. Czyli założyć czujnik na bok wiertła i jeździć w X.
Jak do paru setek na odcinku 5cm będzie się mieścić to przynajmniej jedno można wyeliminować.
Ja bym pierwsze sprawdził czujnikiem równoległość wiertła zamontowanego w oprawce kątowej względem suportu X. Czyli założyć czujnik na bok wiertła i jeździć w X.
Jak do paru setek na odcinku 5cm będzie się mieścić to przynajmniej jedno można wyeliminować.
-
Armstec
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 482
- Rejestracja: 02 maja 2014, 04:04
- Lokalizacja: Wrocław
Nie wiem w jakiej maszynie ale zakładam że chodzi o tokarke X,Z z obrotową Osią C... natomiast osi Y nie ma ?
Skoro prostopadle wierci 90* (narzędzie jest równoległe do osi X sprawdzone czujnikiem jak kolega wyżej zasugerował )czyli obrot osi C jest ok
To wygląda że Oś narzędzia jest pod lub nad osią wrzeciona tokarki w osi Y
regulacji wysokości narzędzia w uchwycie rozumiem nie ma ?
Pytanie wtedy czy samo narzędzie jest za nisko/ za wysoko w osi Y czy cała oś C
Skoro prostopadle wierci 90* (narzędzie jest równoległe do osi X sprawdzone czujnikiem jak kolega wyżej zasugerował )czyli obrot osi C jest ok
To wygląda że Oś narzędzia jest pod lub nad osią wrzeciona tokarki w osi Y
regulacji wysokości narzędzia w uchwycie rozumiem nie ma ?
Pytanie wtedy czy samo narzędzie jest za nisko/ za wysoko w osi Y czy cała oś C
Ostatnio zmieniony 09 cze 2017, 22:01 przez Armstec, łącznie zmieniany 1 raz.
-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 6
- Posty: 1863
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
Maszyna to tokarka z osia C , bez osi Y . Wszystko wskazuje na to , ze oś narzędzia jest pod lub nad osią wrzeciona tokarki . Jak widać na foto najpierw było wykonane spłaszczenie ( to spłaszczenie było robione napędzanym narzędziem prostym) , następnie był wiercony otwór (napędzane narzędzie kątowe). Jako ze otwór jest prostopadły do powierzchni spłaszczenia to domniemam ze problemu z nieuregulowana tarcza zmieniacza narzędzi nie ma. Zamienic gniazdo na tarczy  , mam inna oprawkę napędzaną może tez wymienię .
, mam inna oprawkę napędzaną może tez wymienię .

-
blasterpl
Autor tematu - ELITA FORUM (min. 1000)
- Posty w temacie: 6
- Posty: 1863
- Rejestracja: 13 sty 2012, 18:49
- Lokalizacja: jelenia gora
Dobra myśl 
Okazało się , ze trzeba było regulować tarcze zmieniacza narzędzi. W osi X po zadaniu maszynie X0 bylo jak na 1 foto . dołożyłem jeszcze -0.65mm . Jako ze nie za bardzo wiem jak to zrobić inaczej to po prostu skorygowałem offsety narzędzi w tabeli dla osi X . Skorygowałem tez położenie tarczy kątowo (odkręciłem śruby na tarczy i delikatnie na zegar obracałem). Efekt foto 2 . Otwór teraz jest w osi Jak te regulacje powinny wyglądać robione zgodnie ze sztuka
Jak te regulacje powinny wyglądać robione zgodnie ze sztuka
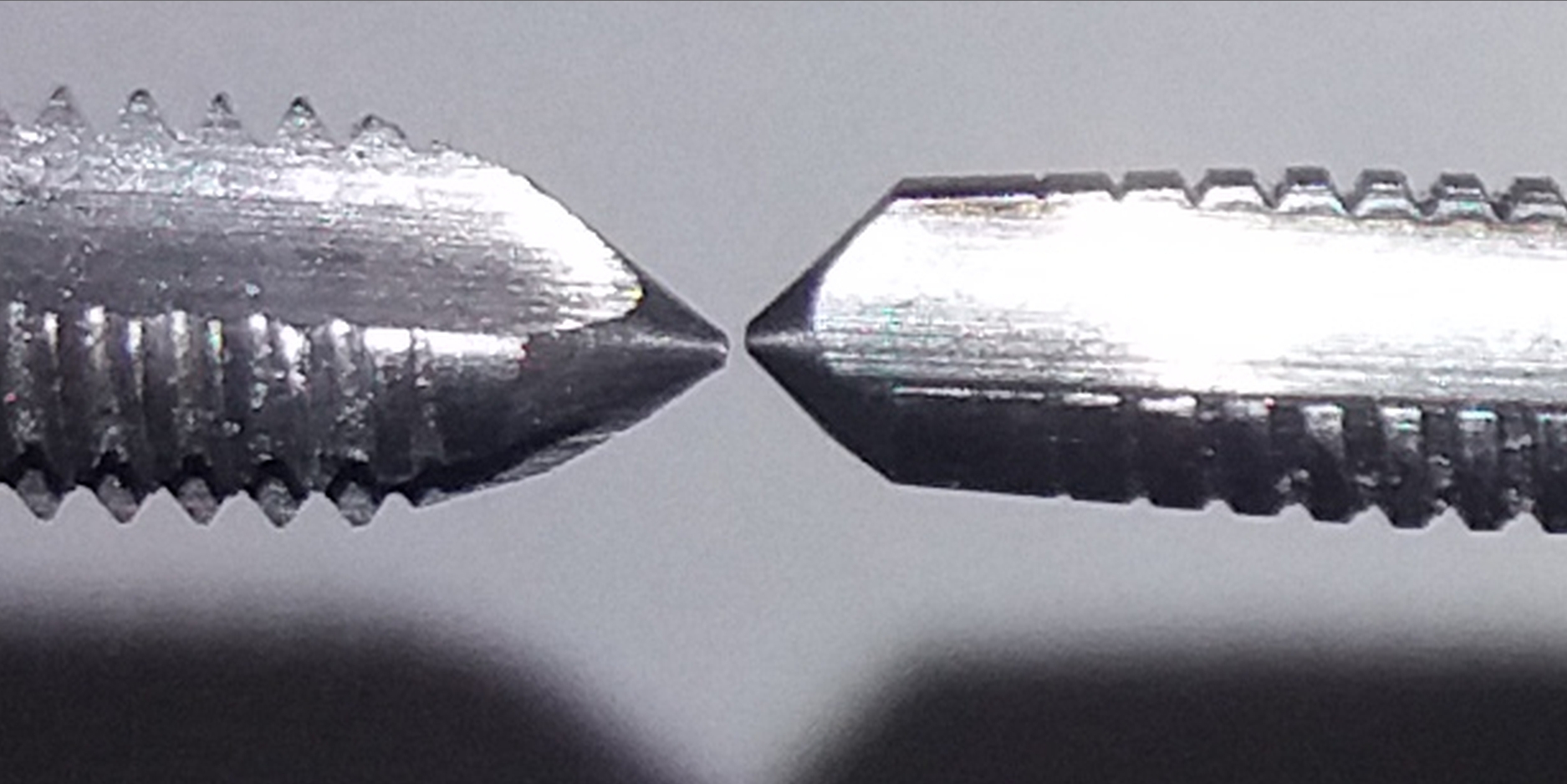
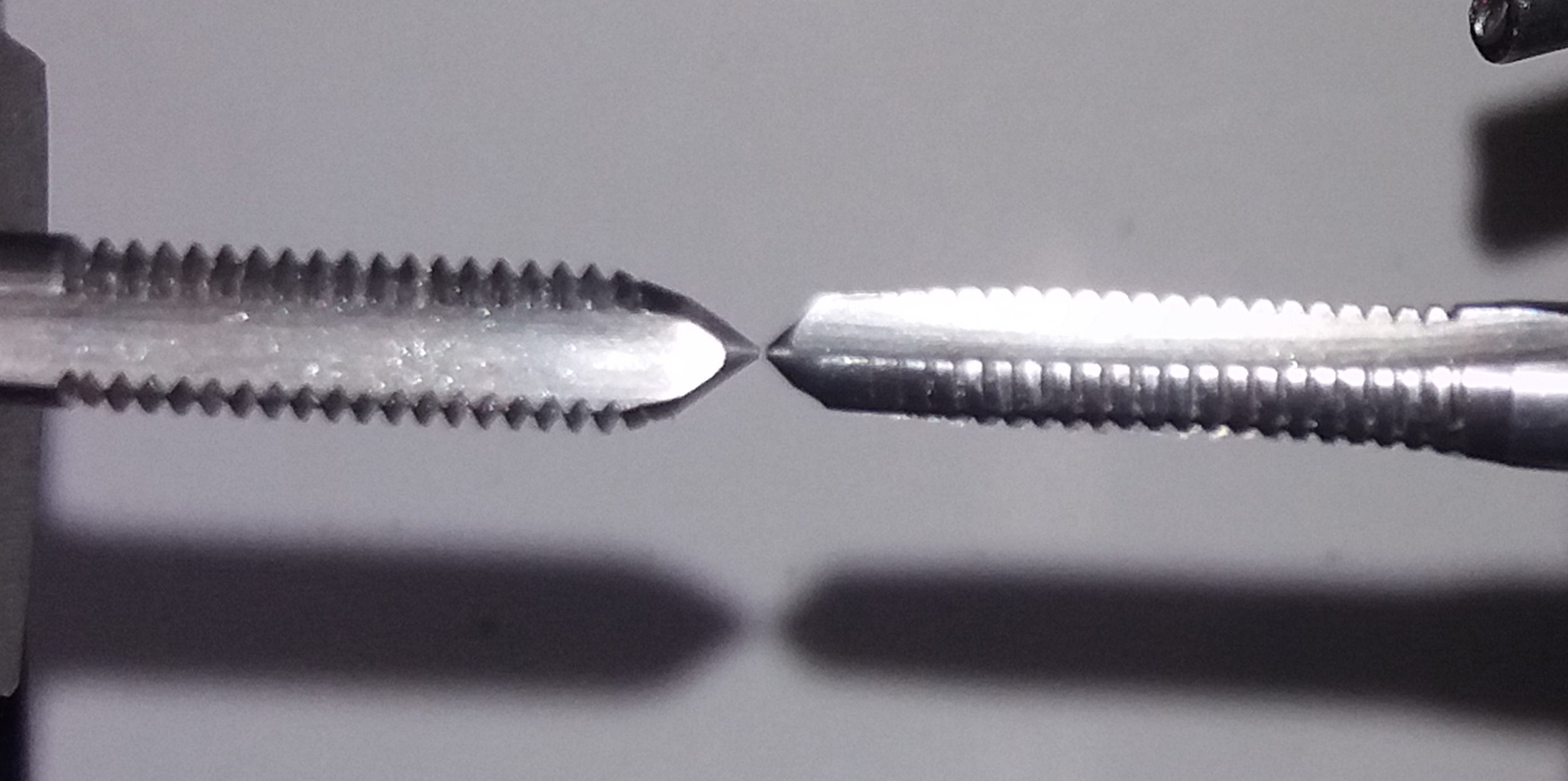
Okazało się , ze trzeba było regulować tarcze zmieniacza narzędzi. W osi X po zadaniu maszynie X0 bylo jak na 1 foto . dołożyłem jeszcze -0.65mm . Jako ze nie za bardzo wiem jak to zrobić inaczej to po prostu skorygowałem offsety narzędzi w tabeli dla osi X . Skorygowałem tez położenie tarczy kątowo (odkręciłem śruby na tarczy i delikatnie na zegar obracałem). Efekt foto 2 . Otwór teraz jest w osi
-
Armstec
- Specjalista poziom 2 (min. 300)
- Posty w temacie: 5
- Posty: 482
- Rejestracja: 02 maja 2014, 04:04
- Lokalizacja: Wrocław
a co z tym wierceniem poprzecznie, juz jest ok? bo zero na X ma wpływ chyba tylko na głebokość wiercenia poprzecznie, nie na wyśrodkowanie otworu
PS. nieznane własciwosci gwintownika... skoro wiadomo jaki jest skok gwintu to jest możliwy odczyt...
Na ekranie można zmierzyć wysokość odchylenia miedzy osiami i policzyć z proporcji
(akurat na obrazku poniżej są na równej wysokości wiec nie ma co mierzyc )
PS. nieznane własciwosci gwintownika... skoro wiadomo jaki jest skok gwintu to jest możliwy odczyt...
Na ekranie można zmierzyć wysokość odchylenia miedzy osiami i policzyć z proporcji
(akurat na obrazku poniżej są na równej wysokości wiec nie ma co mierzyc )
- Załączniki
-






