Oprawka do gwintowania na ER32
: 12 kwie 2017, 14:50
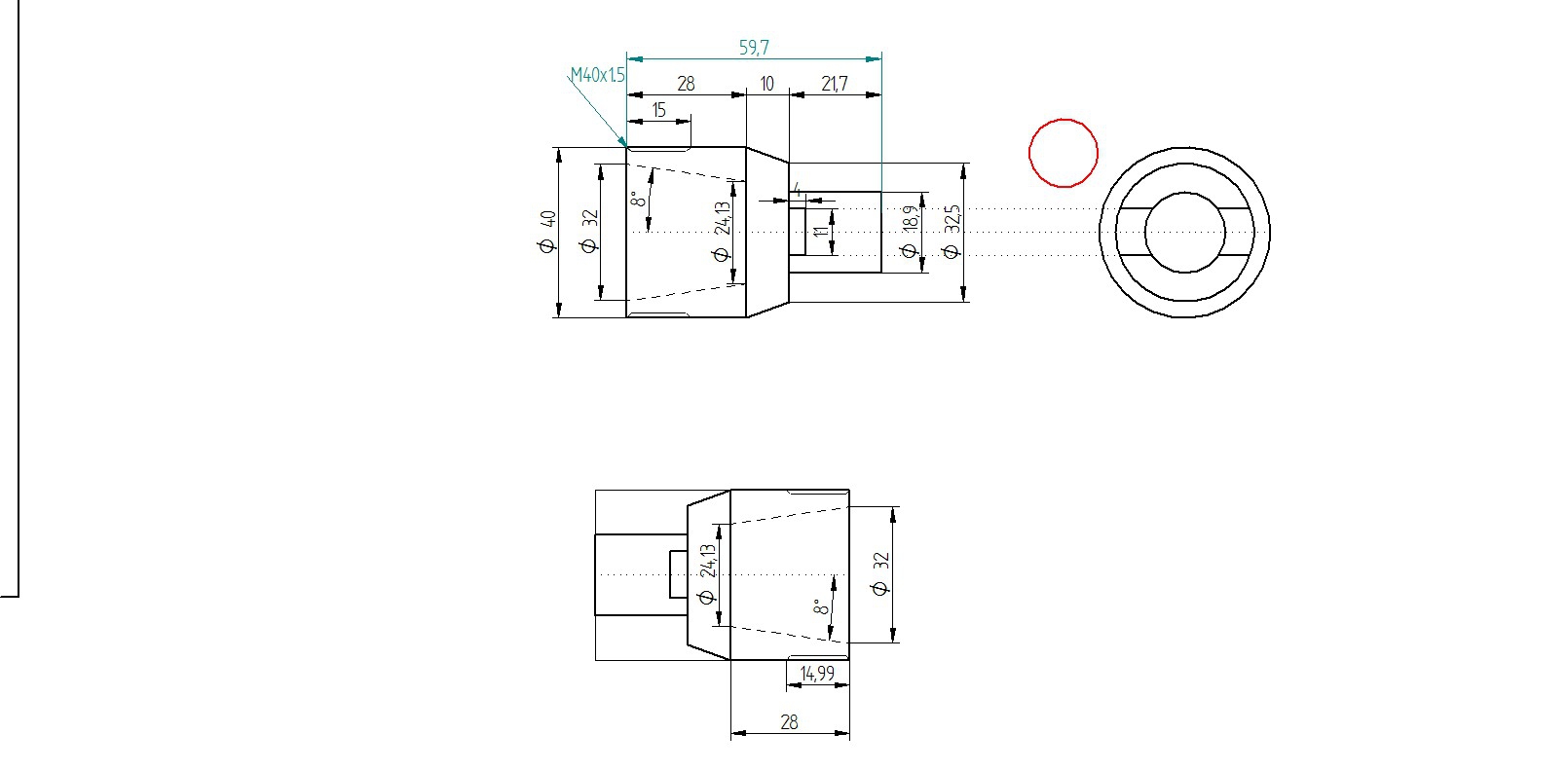
Posiadam oprawkę jak na foto , niestety nie mam do niej żadnych tulejek , a te kosztują od ≈80zl/szt. Wymyśliłem ze zamiast kupować kilka/kilkanaście tulejek (każda na inny gwintownik) to zrobię sobie tulejkę uniwersalna na tulejki ER32  .Pytanie brzmi czy to w ogóle będzie działać
.Pytanie brzmi czy to w ogóle będzie działać  .Wiem ze te oryginalne tulejki są ze sprzęgłem przeciążeniowym i bez , moja hybryda była by bez tego sprzęgła.
.Wiem ze te oryginalne tulejki są ze sprzęgłem przeciążeniowym i bez , moja hybryda była by bez tego sprzęgła.