Strona 1 z 1
Kolejność operacji podczas toczenia.
: 07 mar 2017, 23:36
autor: krayerster
Witam,
od której strony zacząć?
Jest plan:
planować
wiercić
nacinanie gwintu
frezować SW
przechwycić
odcinać
-------------- -na przeciwwrzecionie
planowanie/toczenie pod gw i zaniżenie
nacinanie gwintu
Etapy których się obawiam to przechwyt za sześciokąt.
"Moja" maszyna to DS30SSY.
: 08 mar 2017, 07:02
autor: Majster70
Nie mam doświadczenia z przechwytem, ale to powinno się dać zrobić z włączoną synchronizacją.
Ale chciałem o czym innym: przy założeniu, że masz przelotowy uchwyt (a 80% uchwytów jest przelotowych) detal możesz zrobić szybciej z 1 strony bez przechwytu, tocząc z dłuższego pręta. Najekonomiczniej z tokarki z podajnikiem, wtedy mało tracisz na końcówkach. Bez podajnika wylicz sobie długość pręta na 5-6 detali + szerokość przecinaka + końcówka pod chwyt, na którymś gnieździe we wrzecionie bazujesz np oprawkę jako opór co by było szybciej. Ręcznie wyciągasz przy otwartym uchwycie resztę pręta do oporu i tyle.
: 08 mar 2017, 07:20
autor: krayerster
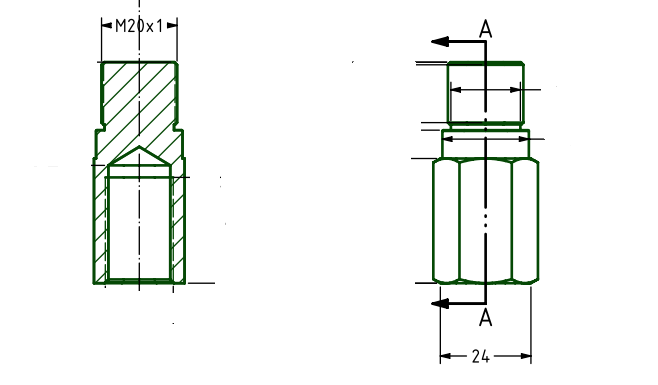
Mam podajnik pręta tylko obecnie nie mam wiedzy jakich narzędzi użyć aby obrobić kontur od strony gwintu m20x1 od strony wrzeciona. To ogólnie detal z fi30 55mm długi.
Co do mocowania za sześciokąt to nie macie zastrzeżeń?
: 08 mar 2017, 09:15
autor: cnc86
A nie latwiej bylo by toczyc z preta szesciokatnego?
Samo mocowanie za szczesciokat daje rade , tylko ty chcesz robic z przeczwytem wiec bedziesz musial zgrac tak jedno wrzeciono z drugim zeby podczas przechwytu mocowanie nie wypadalo na przekatnych szesciokata
: 08 mar 2017, 10:25
autor: Majster70
krayerster pisze:Mam podajnik pręta tylko obecnie nie mam wiedzy jakich narzędzi użyć aby obrobić kontur od strony gwintu m20x1 od strony wrzeciona.
Jeżeli robisz na lewych obrotach (M4) to takich samych jak od czoła tylko ich prawe wersje - ale trzeba uważać żeby noże nie tarły "dupami" lub nożami lewymi (przy M4) z płytkami D (55°), V (35°) lub nożami do rowkowania.
Jeśli użyjesz pręta 6-kąta, to lepiej rób z przechwytem i zgrubną obróbkę mocnymi płytkami np WNMG08... , bo mi na obróbce 6-kąta szybko siadają noże do rowkowania, przecinaki i itd ( inne delikatne geometrie). Za to masz spore oszczędności na frezowaniu.
: 10 mar 2017, 02:45
autor: krayerster
Mój kierownik twierdzi, że niestety nie ma prętów sześciokątnych w gatunku 40HM.
Ciekawe jak narzędzia się będą zużywać w tym materiale.

Co do strategi od strony gwintu wewnętrznego mam jedynie obawy, że moja synhronizacja wrzecion będzie ciężka do ustawienia. O ile w ogóle możliwa w mierzalny sposób ;P
Coś wymyśle chyba