Strona 1 z 1
Wytaczanie na frezarce głębokiego otw
: 16 lut 2017, 17:55
autor: leszczos
Witam, potrzebuję pomocy przy wytaczaniu wytaczadłem frezerskim.
Wiedziałem, że kiedyś nastąpi ten sądny dzień , w którym przyjdzie wytaczać mi na tym diabelnym narzędziu. Stało się.
Dawno dawno dawno temu wytaczałem, lecz odbywało się to na zasadzie włóż zbazowane narzędzie, parametry na kartce i wciśnij guzik.
Ja jako, że praktykę mam tylko odnośnie frezowania nie mam pojęcia jak się za to zabrać. Moja wiedza ogranicza się jedynie do tego ,że najlepiej byłoby podzielić naddatek na 2-wa w miarę równe przejścia.
+ fakt, że trzeba znaleźć aktualną średnice otworu i ustawić kręcąc tylko w jedną stronę.
Stąd moja prośba o pomoc w dobraniu parametrów skrawania.
Będę wytaczać 12 otw. :
4 x 42 H7
4 x 27 H7
4 x 32 H7
każdy z otw ma zostawiony naddatek jakieś 0.6 mm na całkowitej średnicy otworu.
głębokość wytaczania to 90 mm.
materiał - 1.2312 (~30-32 HRC)
Maszyna na której pracuje to:
DMG ECOMill 635v
stożek iso 40
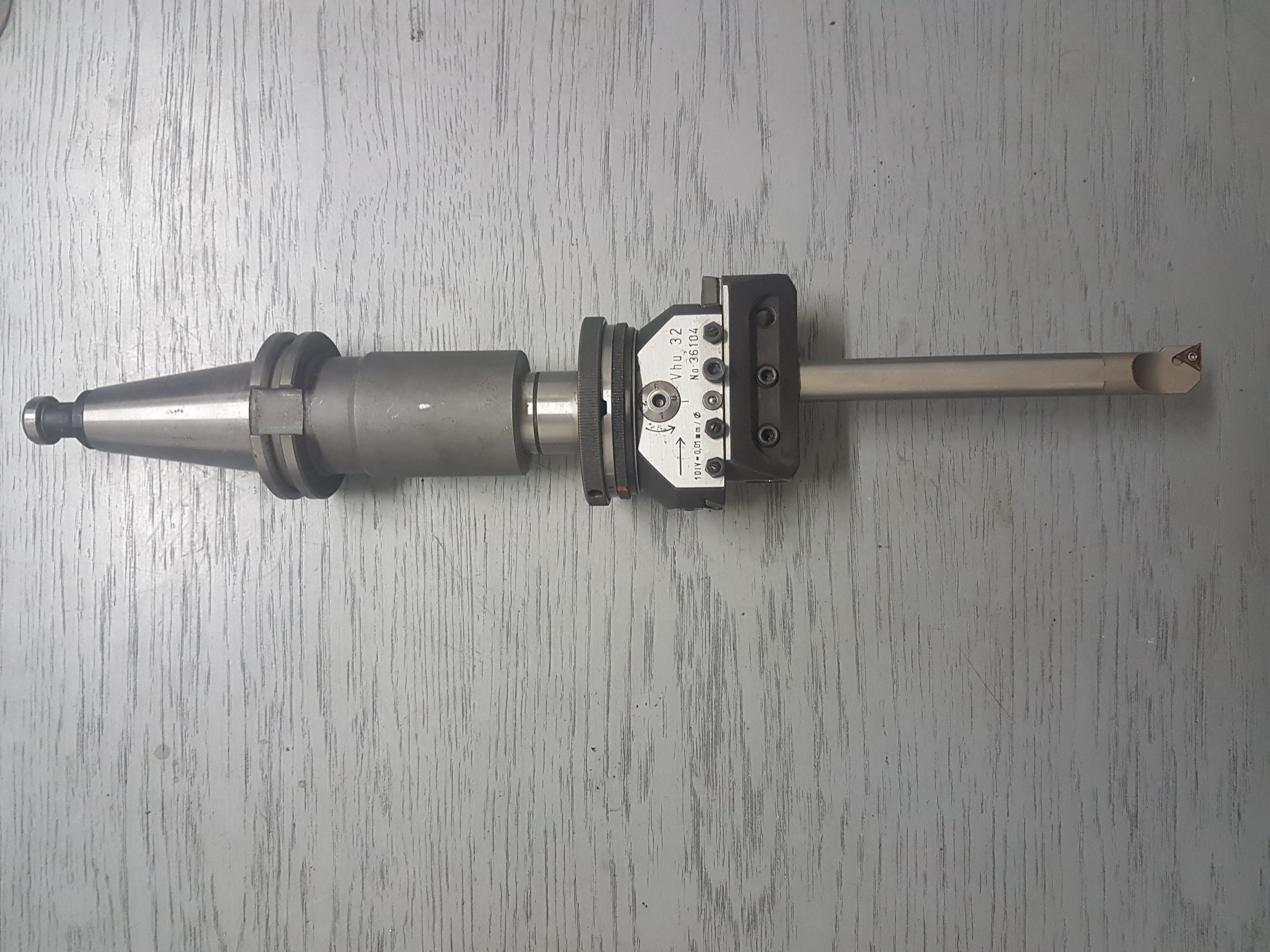
Poniżej zdjęcia narzędzia i płytek jakie posiadamy.



Pozdrawiam!
: 16 lut 2017, 18:16
autor: Steryd
Wytacza sie nie na 2, a na 3 razy.
Pierwsze przejscie, zeby wyosiowac i wyrównać naddatek, i zrobic wstępny pomiar.
Dodajesz ok 2/3 pozostalego nadddatku, wytaczasz drugi raz, mierzysz ile w rzeczywistości dodałeś, i dodajesz tyle, żeby trafić w środek pola tolerancji.
[ Dodano: 2017-02-16, 18:17 ]
Stozwk, to chyba 40

: 16 lut 2017, 18:28
autor: leszczos
Tak, stożek to sk 40

popełniłem błąd jak zwykle z pośpiechu.
Np jeśli otwór ma średnicę ~41,30 to dodaje około 0,23 mm (23 obrotów - jeden obrót według legendy ma 0,01 mm) sprawdzam wymiar, powstały wynik dzielę na 2, i ponownie sprawdzam i ostanie przejście.
Gdzieś słyszałem, że minimalne mogę zbierać nożem po 0,3 mm pewnie stąd mi się wzięło na 2 razy.
Dostałem również informacje, że prędkość maksymalna z jaką to wytaczadło może pracować oscyluje w granicach 1000 obrotów/min. (podobno)
: 16 lut 2017, 18:45
autor: szuler666
He he tylko z obrotami nie przesadzaj te głowice i cienki wytaczak lubią wpadać w drgania ale w tych 600/800 obr/ min powinno iść , co do dodawania to lepiej dodawaj na czujnik to że na korpusie głowicy wytaczarskiej jest wybite 0,01 na obrót to nie zawsze się zgadza przeważnie jest jakiś luz
: 16 lut 2017, 20:37
autor: leszczos
Ile mogę minimalnie zbierać nożem ze średnicy ? (wiem, że jeśli jest za mało będę miał problem, bo wymiar ni chu chu nie wyjdzie)
Czy istotne jest by skrawać otwór na tych samych parametrach do końca?
Czy jeśli zmieniam je za każdym razem dla sprawdzenia nie dostosuję tak parametrów?
Nie mam już pomysłu jak dobrać te parametry. Powierzchnia wychodzi bardzo brzydka. 2-wie krawędzie płytek mi padły.
Dla otworu fi 27 założyłem takie dane:
S - 850
F - 51
fn - 0,06
VC - 80
Pamiętam ,że kiedy pierwszy raz pracowałem na tym narzędziu był założony krótszy nóż.
Jak dobieranie parametrów ma się do długości noża?
Czy jeśli na płytkach minimalne VC jest 135 to takie powinienem dobrać?
Jak to się ma do maksymalnych obrotów tego wytaczadła (wg skąd je wziąć)
: 16 lut 2017, 22:27
autor: Steryd
szuler666, właśnie lepiej dodawać na działkę wytaczadla. Czujnik masz w setkach, mierzył byś na promieniu, więc dzialka to 0,02 na średnicy, a to już wiecej niż tolerancja. A jak dodajesz 2 raz działką wytaczadla, to juz masz odniesienie.
Masz porządne plytki, więc smialo mozesz sobie zostawiać po 5-10 setek na średnicy na ostatnie przejscie.
To katalogowe Vc możesz podzielić przez 2. 80, to calkiem rozsądna wartość. Ewentualnie troszkę zwiększysz jak będzie piszczało.
: 16 lut 2017, 22:49
autor: szuler666
Zdecydowanie trzeba zejść z obrotów tu nawet 250 może być za dużo , problem to: długość noża jak możesz to skruc go , płytka ma za duży promien powinna mieć 0,1 lub 0,2 mm Twoje jak widze na pudełku to 0,4 a im większy promien większe opory , samą obrobke rozłóż na 3 przejścia kazde po 0,2 a 2 ostatnie na tych samych parametrach to w tych H7 powinno wyjść . Dobieranie parametrów do takich długich noży przy pracy z głowić wytaczarską dobiera się na czuja

im dłuższy tym obroty zdecydowanie w doł , i tu nie trzeba patrzeć ze Vc minimalne jest np. 135 trzeba schodzić ot tej wartości nawet 60-70 % , a pisze w oparciu o doświadczenie bo tymi głowicami pracuje dosyć często i wszelakie prace przy pomocy długich noży są upierdliwe
[ Dodano: 2017-02-16, 23:01 ]
Steryd pisze:szuler666, właśnie lepiej dodawać na działkę wytaczadla. Czujnik masz w setkach, mierzył byś na promieniu, więc dzialka to 0,02 na średnicy, a to już wiecej niż tolerancja. A jak dodajesz 2 raz działką wytaczadla, to juz masz odniesienie.
Nie neguje tego ale jako wytaczarz z pewna znajomoscią tematu zalecam czujnik , te wszystkie głowice wytaczarskie z czasem dostają luzu , a po dodaniu jakiejś wartości trzeba głowice blokować przeważnie to srubą na srodku a jak chcesz ponownie dodac to trzeba odblokować poluzowas srube i tu może okazac się ze szufladka głowicy przesunęła się i co

: 22 lut 2017, 22:17
autor: patrykb
Również polecam ustawianie metodą na czujnik. Te podzialki to można sobie wykorzystać do zgrubnego...
: 22 lut 2017, 22:53
autor: WZÓR
Również polecam ...
A ja polecam porządny do tego typu robót sprzęt
http://www.dandrea.com/pl/MHD_Modu%C5%8 ... 99dziowego_
Mariusz.
: 23 lut 2017, 12:31
autor: Viincent
1. Wytaczak powinien być przynajmniej S=L/3 jeżeli trzonek jest zwykły stalowy. Czyli jeżeli wytaczanie masz na L=90 to przynajmniej 32 trzonek, to Ci zaoszczedzi dużo drgań.
2. Jeżeli chcesz mniejszym nożem to zrobić, to polecam płytki tak jak kolega wyżej pisał z mniejszym promieniem ~0,1 najlepiej. Warto też zwrócic uwagę, żeby miały przeznaczenie do obróbki ściśle wygładzającej, najlepiej żeby były polerowane, wtedy grubość wióra może być mała, nawet do 0,02mm na strone a powierzchnie przy tym zachowuje idealną.