




Wiedziałem, że kiedyś nastąpi ten sądny dzień , w którym przyjdzie wytaczać mi na tym diabelnym narzędziu. Stało się.
Dawno dawno dawno temu wytaczałem, lecz odbywało się to na zasadzie włóż zbazowane narzędzie, parametry na kartce i wciśnij guzik.
Ja jako, że praktykę mam tylko odnośnie frezowania nie mam pojęcia jak się za to zabrać. Moja wiedza ogranicza się jedynie do tego ,że najlepiej byłoby podzielić naddatek na 2-wa w miarę równe przejścia.
+ fakt, że trzeba znaleźć aktualną średnice otworu i ustawić kręcąc tylko w jedną stronę.
Stąd moja prośba o pomoc w dobraniu parametrów skrawania.
Będę wytaczać 12 otw. :
4 x 42 H7
4 x 27 H7
4 x 32 H7
każdy z otw ma zostawiony naddatek jakieś 0.6 mm na całkowitej średnicy otworu.
głębokość wytaczania to 90 mm.
materiał - 1.2312 (~30-32 HRC)
Maszyna na której pracuje to:
DMG ECOMill 635v
stożek iso 40
Poniżej zdjęcia narzędzia i płytek jakie posiadamy.
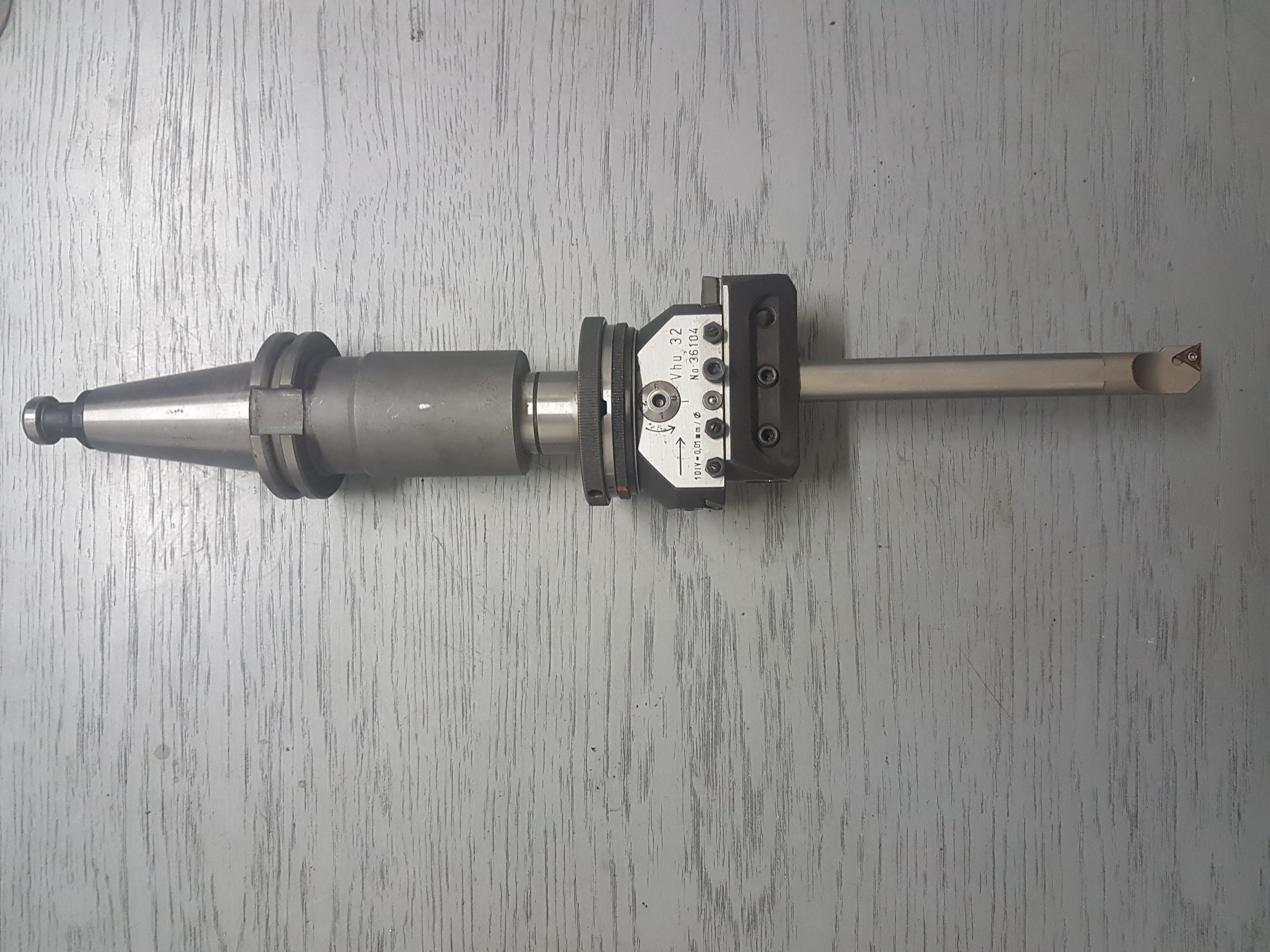



Pozdrawiam!


")
")

")






