Strona 1 z 2
gięcie płaskownika pa38 - problem
: 08 lut 2017, 13:59
autor: tomeck
Cześć,
Wykonałem dla klienta otwory z pogłębieniami w płaskowniku 20x5 wykonanego z alu PA38 (6060/T66)
Klient planował giąć ten płaskownik po mojej obróbce - gięcie pod kątem prostym promieniem 6mm
Okazało się że przy próbach gięcia materiał się łamał zamiast giąć, klient zarzuca mi że użyłem innego materiału. Ja dostałem od dostawcy atest na ten materiał razem z zapewnieniem że ma na półce wyłącznie PA 38.
Pytanie do osób z doświadczeniem w powyżej opisanych kwestiach:
Czy jest możliwe że pa 38 się tak zachowuje? Czy podatność na gięcie zależy od stanu materiału?
A może to niewłaściwy materiał i należałoby użyć innego? (jakiego?)
Będę wdzięczny za podpowiedzi.
: 08 lut 2017, 18:53
autor: Azzader
Spróbuj podgrzać przed gięciem powinno pomóc:) u mnie we firmie pomogło. Tyle że nie pamiętam jaki to był gatunek.
: 08 lut 2017, 20:47
autor: atom1477
Aluminium 6060 niby ma dobre właściwości do gięcia:
http://www.euralliage.com/6060_english.htm
Może po prostu klient dawał za mały promień gięcia.
: 08 lut 2017, 22:12
autor: atlc
To płaskownik wyciskany czy walcowany z blachy?
Jeśli walcowany, to gięty jest wzdłuż czy w poprzek walcowania?
: 09 lut 2017, 10:35
autor: tomeck
Dzięki za odzew

Płaskownik wyciskany moim skromnym zdaniem.
Firma która to gięła mówi że zwykle gną takie płaskowniki i nie ma problemu, na dowód dał próbkę. Na pytanie z jakiego materiału ta próbka, powiedział że nie jest pewien ale albo Pa38 (czyli teoretycznie to samo co to moje) albo Pa11 (ale z kolei ja nie widziałem nigdzie na rynku Pa11 w tych wymiarach, chyba że słabo szukałem)
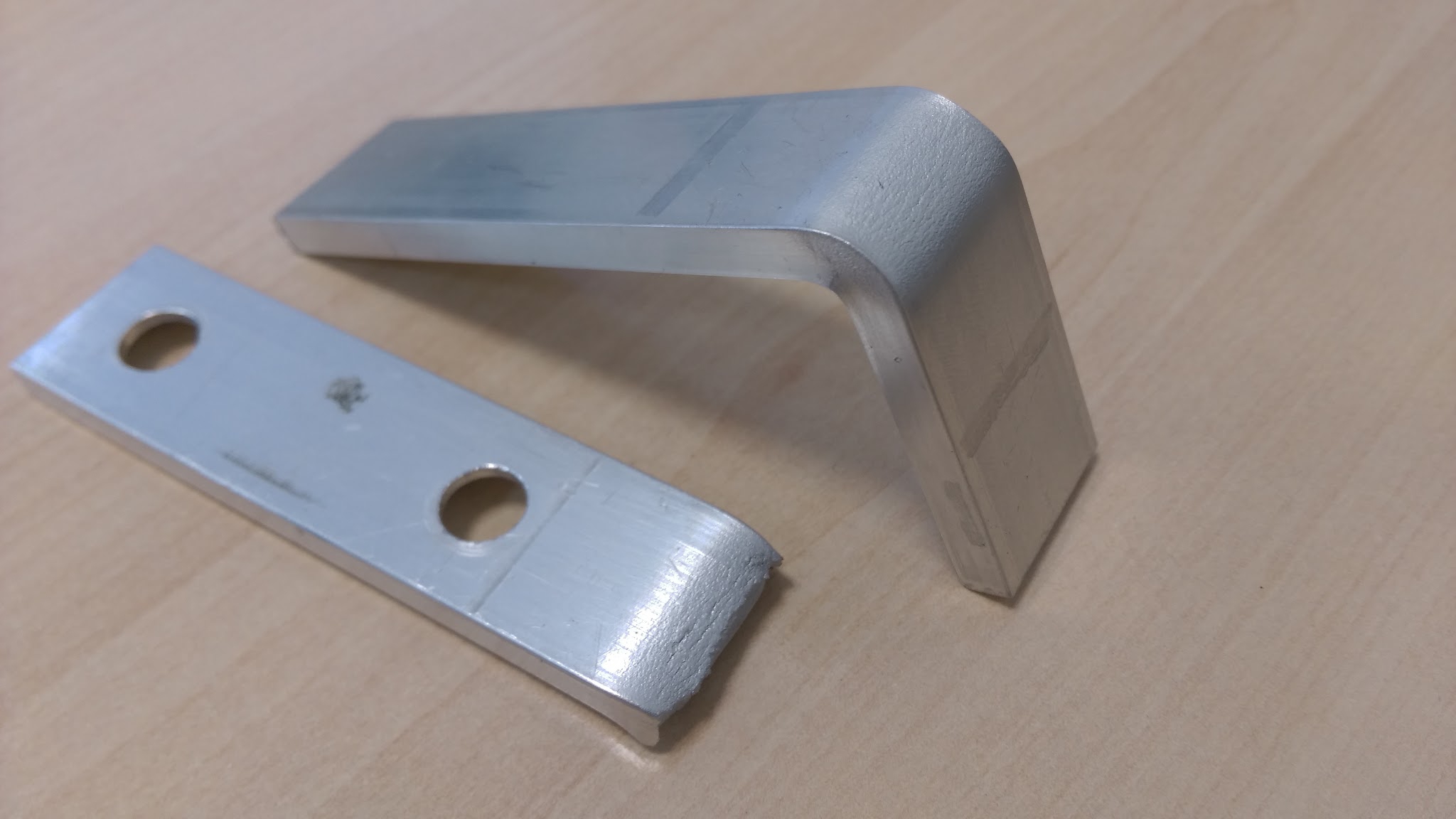
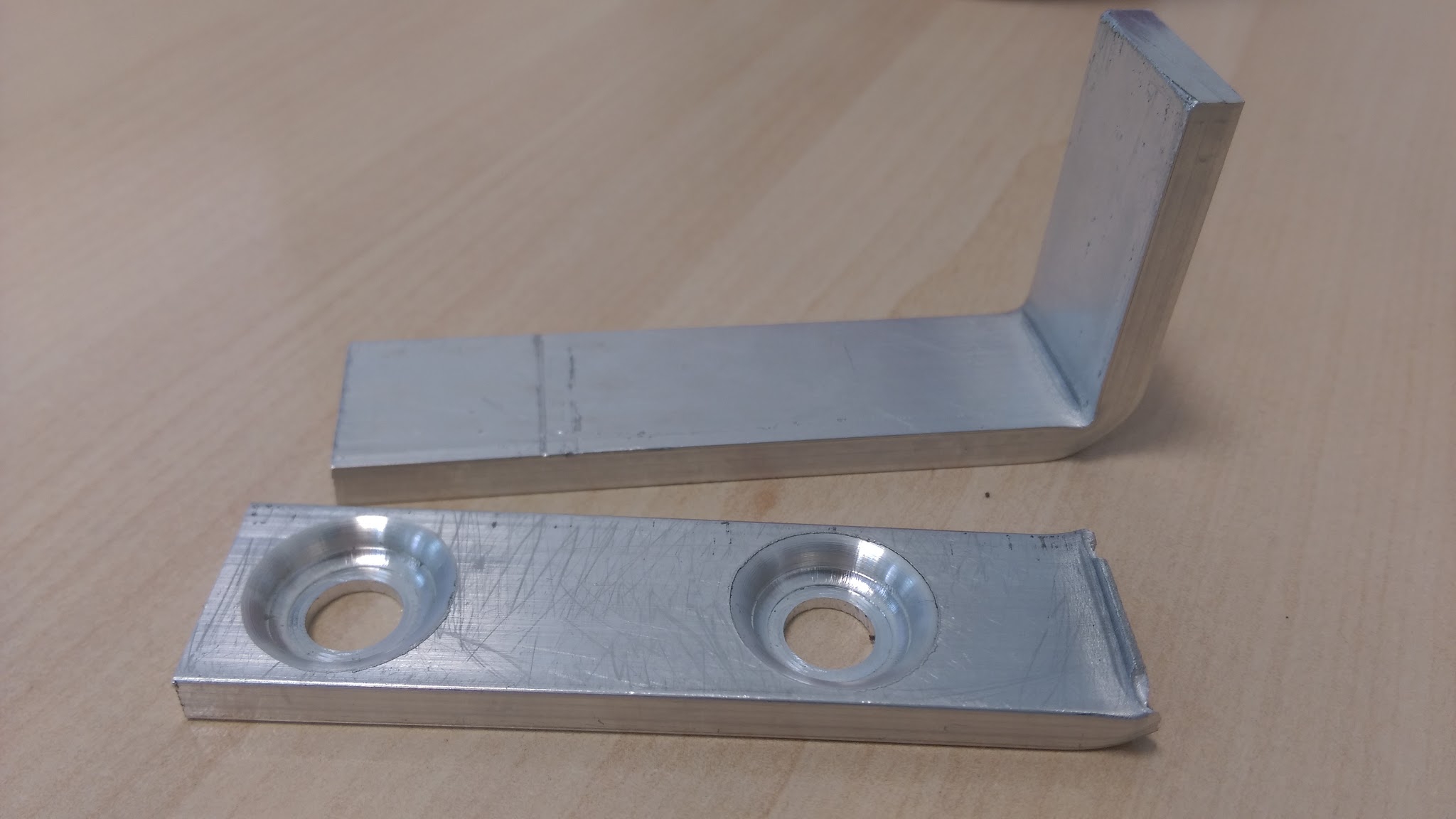
Na zdjęciach widać mój detal z otworami i próbkę od wykonawcy. Mam nadzieję że zdjęcia rozwieją wątpliwości. Jak widać gięte na ostro, czyli trochę nakłamałem z tym R 6mm.
Dalej jednak jest dla mnie zagadką dlaczego się połamało
: 09 lut 2017, 11:31
autor: atom1477
Ich próbka też ledwo się trzyma po tym gięciu.
Twój materiał widocznie był po prostu umocniony w kierunku w którym go później próbowali giąć.
Dużo jest egzemplarzy tych detali?
: 09 lut 2017, 22:32
autor: Azzader
A nie powinien być tam mimo wszystko większy promień na gięciu?
: 10 lut 2017, 16:10
autor: tomeck
Na szczęście detali nie jest dużo, około 20 sztuk
Tak przyznam że nie powinno być to gięte na ostro, ale wykonawca twierdzi że przy próbach gięcia większym promieniem efekt był ten sam.
Tak czy inaczej dziękuję za podpowiedzi, Spróbuję to wykonać z wycinanej blachy zamiast z płaskownika i może wtedy pójdzie.
: 10 lut 2017, 16:49
autor: Azzader
Jak masz jeszcze jakieś detale wycięte z płaskownika to spróbuj podgrzać:) zanim wszystko zaczniesz robić od nowa:)
: 11 lut 2017, 10:38
autor: InzSpawalnik
Tomku,
Sa gatunki aluminium ktore dobrze sie gna i takie ktore pekaja.
Promien faktycznie wyglada na bardzo ostry.
Jesli ich aluminium jest tego samego typu co twoje to teoretycznie efekty powinny byc takie same.
Przy czym:
1. Jesli wystapily nawet niewielkie roznice w skladzie chemicznym badz stanie metalurgicznym materialu to biorac pod uwage ze promien giecia jest az tak ciasny moze sie okazac ze twoje beda pekac a ich nie. To wciaz nie oznacza ze to inny gatunek.
2. Mogles faktycznie dostac inny gatunek aluminium z certyfikatem od innego gatunku. Jak najbardziej istnieje taka mozliwosc. Metoda sprawdzenia jaki jest dokladnie gatunek tego co trzymasz w reku jest PMI ( positive material identification ). Jest to badanie widma metoda rentgeniczna. Uslugi takie sa dostepne narynku. Niedawno widzialem jakis instytut z lublina bodajze reklamowal.