




Witam,
nie potrafię nigdzie znaleźć informacji na temat bardzo dużych gwintów. Przez bardzo duże rozumiem średnice ok. 500 mm. Widziałem gdzieś frezy do dużych i bardzo dużych gwintów, przy których maksymalna średnica toczenia była podana do 58 mm. W tabelach z parametrami gwintów podawane są maksymalnie gwinty M300 i 6". I teraz pytanie. Jeśli chciałbym gdzieś zlecić wykonanie detalu z większym gwintem to mogę na rysunku podać załóżmy M500 i wykonają mi taki gwint czy trzeba rozrysować szczegółowo taki gwint?
Toczenie dużych gwintów

")
")

-
jasiu...
- Lider FORUM (min. 2000)
")
- Posty w temacie: 1
- Posty: 5345
- Rejestracja: 14 lip 2007, 19:02
- Lokalizacja: Westfalia
Jeśli wymyśliłeś sobie gwint nietypowy, to musisz rozrysować. Dotyczy to gwintów nie ujętych w normach. Przykład - gwint o przekroju prostokątnym, czasem stosowanym. W pozostałych przypadkach, po to masz normy, żeby stosować na rysunkach oznaczenia z nich wynikające (metryczny, calowy, trapezowy, jaki skok, jak np. drobnozwojny). Przy tej średnicy prawie na pewno będziesz musiał podać skok. Mogą frezować, mogą też toczyć. Przy takich gwintach trudno sprawdzić, dlatego najczęściej gwint sprawdza się nakręcając na niego nakrętkę. Powinieneś taką dostarczyć i określić, jaki luz chcesz mieć (to już będą prawdopodobnie "dychy", jeśli nie chcesz, żeby się zatarło.
-
 RomanJ4
RomanJ4
- Lider FORUM (min. 2000)
- Posty w temacie: 1
- Posty: 11575
- Rejestracja: 17 mar 2009, 08:55
- Lokalizacja: Skępe
Nacinać na tokarce też można dowolną średnicę o ile taka sie zmieści na maszynie, i tokarka posiada dany skok..MxM pisze:Mozna frezowac dowolny gwint (podając srednica x skok) jesli tylko detal zmieści sie na stole frezarki CNC
a wszystko możesz sobie sam wyliczyć dla danej średnicy M w/g skoku P przyjmując średnicę nominalną gw. zewn. np dla M500x... (ø500mm - 0,2mm)
http://www.euro-met.com.pl/Typowe%20zar ... w,714.html
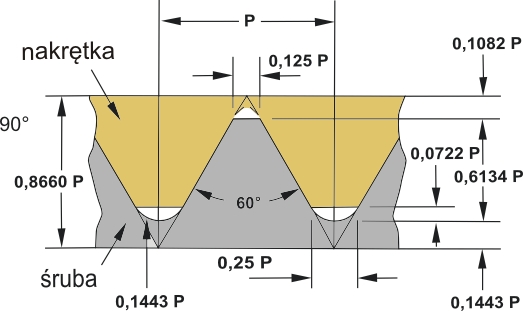
metryczny 60°
pozdrawiam,
Roman
Roman






