Witam serdecznie!
Czy jest ktoś w stanie przybliżyć mi proces technologiczny dla korpusu zaworu grzybkowego, po kolei co wypadałoby i jakimi narzędziami wytworzyć taki element, uwaga korpus wykonany z brązu ;/
: 16 sty 2017, 21:28
autor: rc666
Nalezalo by zrobic wszystkie wymiary ktore sa na rysunku.
I po klopocie
: 17 sty 2017, 14:43
autor: ak47
Może zacznij sam i powiedz gdzie i z czym masz problem. Co z tego, że ktoś Ci zrobi gotowe jak u prowadzącego dostaniesz jedno pytanie "a czemu tak, a nie inaczej?" i leżysz.
: 17 sty 2017, 19:24
autor: Cheche
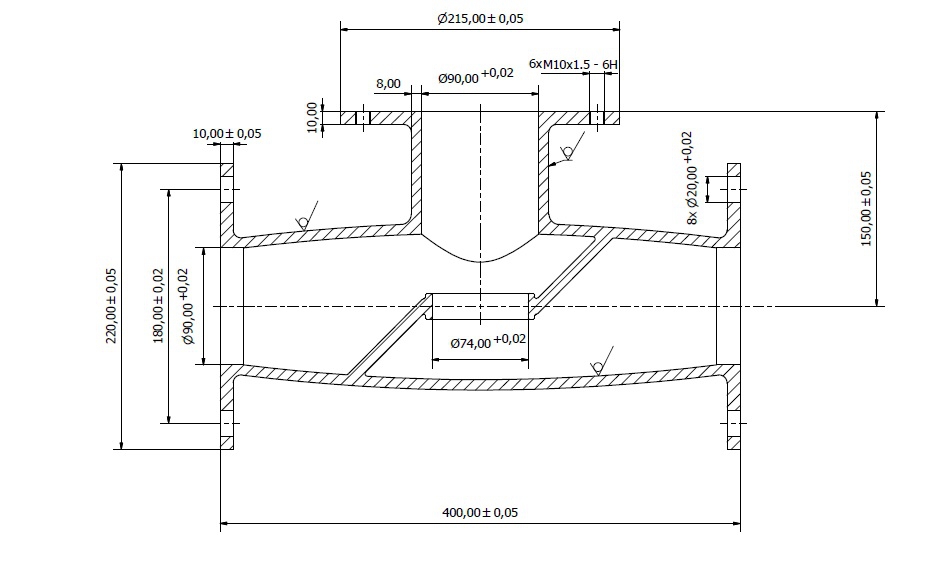
Ogólnie do obróbki tego odlewu chciałbym wykorzystać: wiercenie otworów na kołnierzach, później frezowanie tych otworów dużych i powierzchni kołnierza a na końcu chciałbym to wyszlifować, ale głównie mój problem właśnie na tym polega jak wyszlifować te duże otwory na H5, czym i na jakiej maszynie. Wykorzystać ściernice z trzpieniem jakąś? I przede wszystkim jak gniazdo zaworu na H5 zrobić - wytaczakiem (jest dość głęboko)?
: 17 sty 2017, 20:11
autor: jasiu...
zaczekaj, nie tak szybko.
Najpierw, w jaki sposób zamocujesz odlew do obróbki. Bo to chyba będzie robota seryjna, a więc warto pomysleć, jak zapewnić, żeby pijany pracownik, z wykształceniem szewc-cholewkarz (takiemu można płacić ciut mniej) mógł to ogarnąć.
Zauważ, to jest ogromny zawór, chciało by się powiedzieć zaworzysko i nie każdemu fachowcowi będzie się chciało takie sztuki dźwigać.
Potrzebne ci coś, co pozwoli na obróbkę trzech płaszczyzn. Trzeba splanować kołnierze z lewej i z prawej (tak, masz rację, otwory też), a poza tym od góry (średnica 215) zrobić trzeci kołnierz i gniazdo.
Ja bym ten zaworek położył, a później z każdej strony dojeżdżał - prosi się obróbka z poziomą osią a element na stole obrotowym, też sterowanym (czwarta oś). Ewentualnie mała wytaczarka, ale zwykła frezarka pozioma ze stołem obrotowym wystarczy.
No to kombinuj dalej.
: 17 sty 2017, 20:41
autor: mateu5
Otwory w tej tolerancji wykonasz dobrym wytaczadłem, więc po co kombinować z szlifowaniem ? Masz do uzyskania jakąś dokładną chropowatość ? Otwory fi20 możesz po wiertle wykonać rozwiertakiem (lub też wytaczadłem).
: 17 sty 2017, 21:19
autor: Cheche
Żadna dokładna chropowatość mnie nie obowiązuje tylko i wyłącznie tolerancje
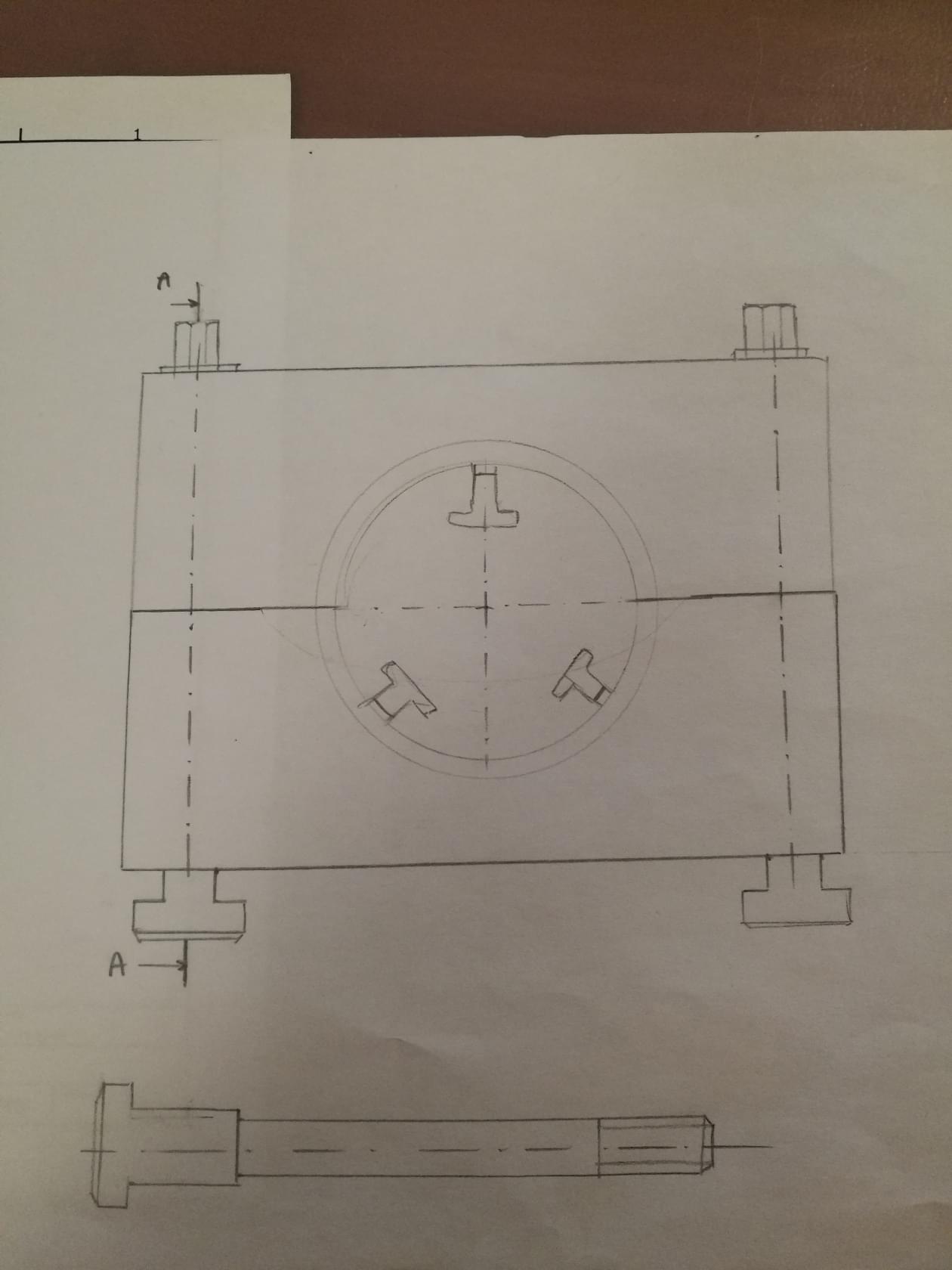
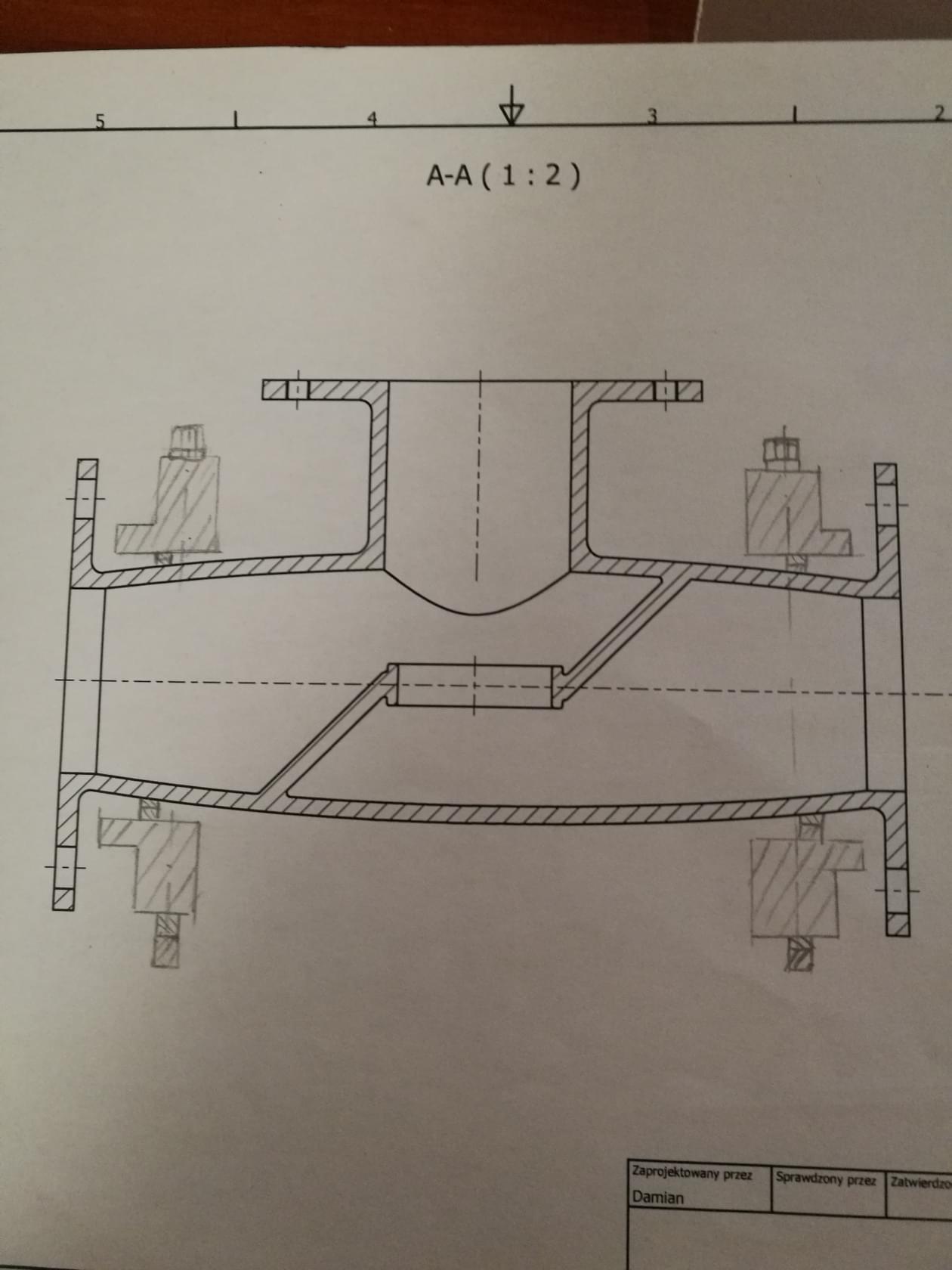
A co do mocowania to planowałem zastosować coś tego typu bo dowiadywałem się, że w niektórych zakładach stosują mocowania tego pokroju. Jak coś to tylko szkic więc nie starałem się narazie o dokładność i poprawność rysunku. Ewentualnie w celu zabezpieczenia przed obrotem mógłbym jeszcze założyć 3 takie mocowanie na tej górze i położyć to w poziomie.
: 17 sty 2017, 23:29
autor: mateu5
Ja bym to mocował na pryzmach.
: 17 sty 2017, 23:42
autor: Cheche
wow dzięki wielkie, rzeczywiście chyba wykorzystam ten sposób. Ale co z obróbką? Wytaczadła z ostrzami ze stali szybkotnącej nadadzą się do obróbki brązu? i czy te gniazdo wystarczy wytaczakiem obrobić?
: 18 sty 2017, 14:05
autor: mateu5
Najpierw zgrabnie jakąś głowicą, może coś z rodziny głowic hsm.
Wytaczadlem to tylko wykończenie tych dużych otworów.
Średnicę zewnętrzna kolnierza to frezem wykończysz w tej tolerancji.
Płytki do wytaczadła to z weglika.
Dokładnie narzędzia do materiału dobierzesz z katalogu producenta, np sandvika.