#5
Post
napisał: jasiu... » 17 sty 2017, 20:11
zaczekaj, nie tak szybko.
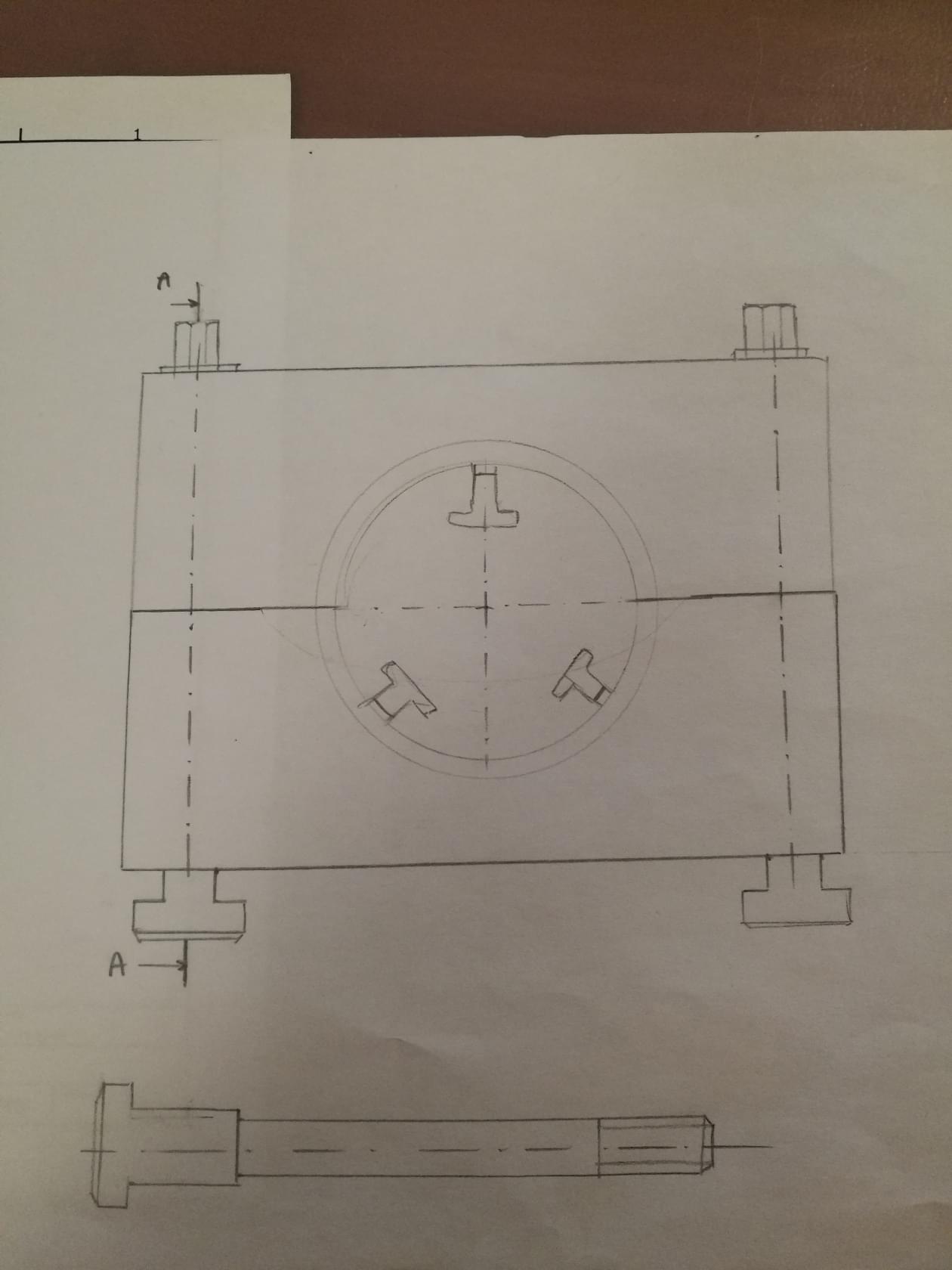
Najpierw, w jaki sposób zamocujesz odlew do obróbki. Bo to chyba będzie robota seryjna, a więc warto pomysleć, jak zapewnić, żeby pijany pracownik, z wykształceniem szewc-cholewkarz (takiemu można płacić ciut mniej) mógł to ogarnąć.
Zauważ, to jest ogromny zawór, chciało by się powiedzieć zaworzysko i nie każdemu fachowcowi będzie się chciało takie sztuki dźwigać.
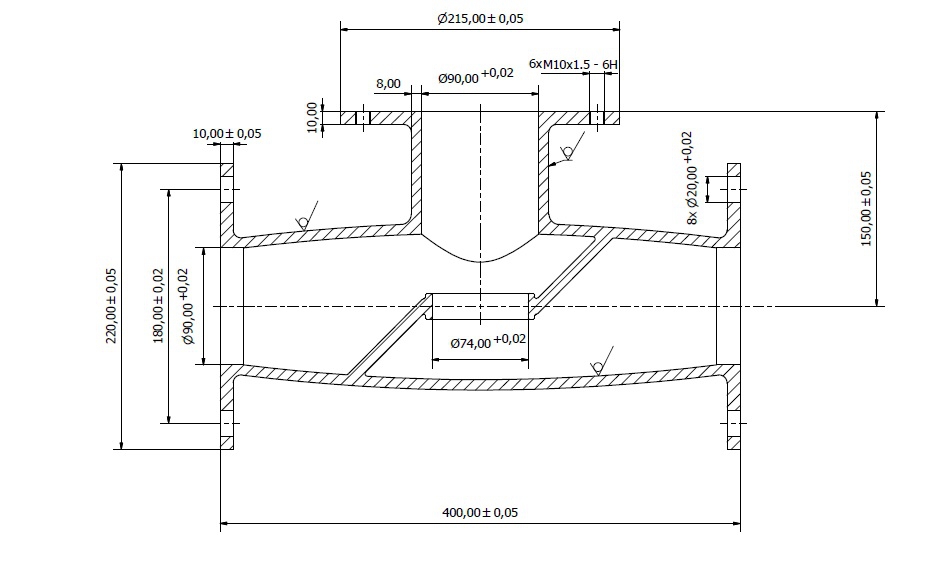
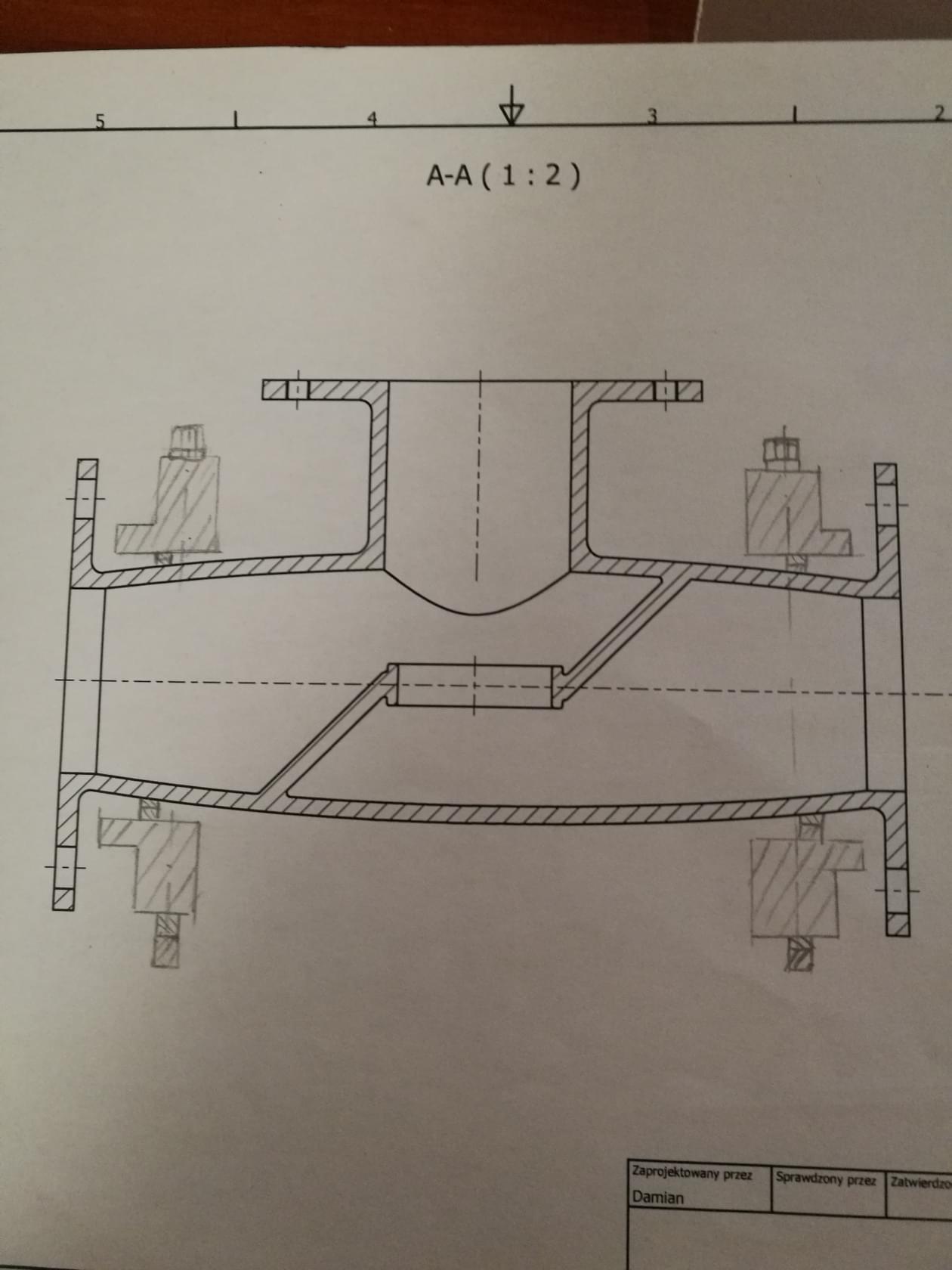
Potrzebne ci coś, co pozwoli na obróbkę trzech płaszczyzn. Trzeba splanować kołnierze z lewej i z prawej (tak, masz rację, otwory też), a poza tym od góry (średnica 215) zrobić trzeci kołnierz i gniazdo.
Ja bym ten zaworek położył, a później z każdej strony dojeżdżał - prosi się obróbka z poziomą osią a element na stole obrotowym, też sterowanym (czwarta oś). Ewentualnie mała wytaczarka, ale zwykła frezarka pozioma ze stołem obrotowym wystarczy.
No to kombinuj dalej.







")
")





")

