



Witam wszystkich , jestem tu nowy więc zaczną od życzeń noworocznych, Życzę Wszystkim udanego Nowego Roku 2017!
Szanowni państwo, nie znam się na obróbce metali i w związku z tym mam prośbę o pomoc.
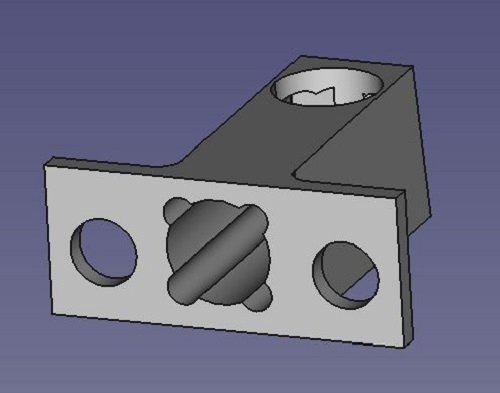
Moje pytanie jest następujące: W jaki sposób, jaką techniką najlepiej, najłatwiej jest wykonać taki mały detal ze stali. Dokładność wykonania powinna być 0,05mm.
Czy da się ten detal wykonać na maszynie CNC? W załączniku rysunek i wymiary.
Z góry dziękuję za pomoc. Szukam wykonawcy na setki takich elementów.
Jak najłatwiej wykonać taki detal ze stali
-
ZbiguZbigu
Autor tematu - Nowy użytkownik, używaj wyszukiwarki

- Posty w temacie: 3
- Posty: 4
- Rejestracja: 01 sty 2017, 14:58
- Lokalizacja: Google
Jak najłatwiej wykonać taki detal ze stali
- Załączniki
-
- głowica.rar
- (43.11 KiB) Pobrany 319 razy
pozdrawiam
Zb
Zb
Tagi:


-
arasz
- Specjalista poziom 1 (min. 100)
")
- Posty w temacie: 2
- Posty: 255
- Rejestracja: 30 maja 2009, 22:26
- Lokalizacja: Warszawa
Ten detal ze względu na brak w wybraniu promienia dla freza , za bardzo nie nadaje się obróbki skrawaniem, ewidentnie detal zaprojektowany do wykonania metoda wtrysku.
Do wykonania tego detalu obróbką skrawaniem trzeba go najpierw odpowiednio przeprojektować.
Ale i tak będzie trzeba wykonać specjalne narzędzia do handlowymi to chyba nie da rady.
Do wykonania tego detalu obróbką skrawaniem trzeba go najpierw odpowiednio przeprojektować.
Ale i tak będzie trzeba wykonać specjalne narzędzia do handlowymi to chyba nie da rady.
-
ZbiguZbigu
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 3
- Posty: 4
- Rejestracja: 01 sty 2017, 14:58
- Lokalizacja: Google
No właśnie jak to wykonać, bo tym kanałem poziomym o przekroju 4.7x4.7mm ma się dać przecisnąć walec o średnicy 4,55mm i wysokości 4,60mm stojącego na podstawie pod ten otwór na końcu.
Może dało by się wywiercić ten otwór poziomy np wiertłem 4,5mm i potem najmniejszym frezem wybrać z rogów materiał dochodząc do prawie kwadratu?
Ten kanał nie jest długi ma niecałe 11mm głębokości.
Próbowałem to zrobić dremelem w ten sposób używając mini frezu stożkowego i powiedzmy że się udało otrzymać przestrzeń do przeciskania tego walca.
Na pewno nie jest to do wtrysku, musi być ze stali bo ścianki są w niektórych miejscach dość cienkie. Tego biegnącego u góry 2mm rozcięcia może nie być w ogóle. /można z niego zrezygnować jeśli to ułatwi temat./
Może dało by się wywiercić ten otwór poziomy np wiertłem 4,5mm i potem najmniejszym frezem wybrać z rogów materiał dochodząc do prawie kwadratu?
Ten kanał nie jest długi ma niecałe 11mm głębokości.
Próbowałem to zrobić dremelem w ten sposób używając mini frezu stożkowego i powiedzmy że się udało otrzymać przestrzeń do przeciskania tego walca.
Na pewno nie jest to do wtrysku, musi być ze stali bo ścianki są w niektórych miejscach dość cienkie. Tego biegnącego u góry 2mm rozcięcia może nie być w ogóle. /można z niego zrezygnować jeśli to ułatwi temat./
pozdrawiam
Zb
Zb
-
ak47
- Specjalista poziom 3 (min. 600)
- Posty w temacie: 1
- Posty: 937
- Rejestracja: 22 lis 2013, 12:54
- Lokalizacja: Tomaszów Mazowiecki
Lepiej pokaż albo powiedz jakie zadanie to ma pełnić bo w obecnej formie tego się nie wyfrezuje. Tylko drążenie zostaje, które cię zeżre ze względu na koszta. Gdyby dno nie musiało być płaskie to najpierw przejechałbym frezem palcowym a potem frezem do roków teowych i gotowe tyle, że nie będzie promieni narożnikach chociaż nie wydaje mi się, że są tam absolutnie niezbędne.
-
ZbiguZbigu
Autor tematu - Nowy użytkownik, używaj wyszukiwarki
- Posty w temacie: 3
- Posty: 4
- Rejestracja: 01 sty 2017, 14:58
- Lokalizacja: Google
W zasadzie to zadanie tej głowicy jest bardzo proste, w tym kanale przesuwa się po podłodze walec który jest popychany przez tłok 4x4mm pod otwór wyjściowy.
Ten otwór musi umożliwić temu walcowi na przesunięcie się pod otwór na końcu głowicy.
Walec ma 4,55mm w podstawie i 4,6mm wysokości. Powinien móc się poruszać wewnątrz głowicy płynnie bez zbędnych oporów.
Jedyny krytyczny wymiar tego elementu to 5.1mm szerokości głowicy przy wyjściu na końcu i 6mm w podstawie.
To nie musi być idealny kwadrat ale walec musi przecisnąć się gładko bez oporów.
To całe zadanie, podawanie przez tłok tych walców do głowicy i do otworu 4,7mm wyjściowego.
Głowica jest przykręcona do zasobnika z walcami skąd już tłok go wypycha do głowicy.
A może w narożnikach najpierw wywiercić mini otworki 0,5mm ?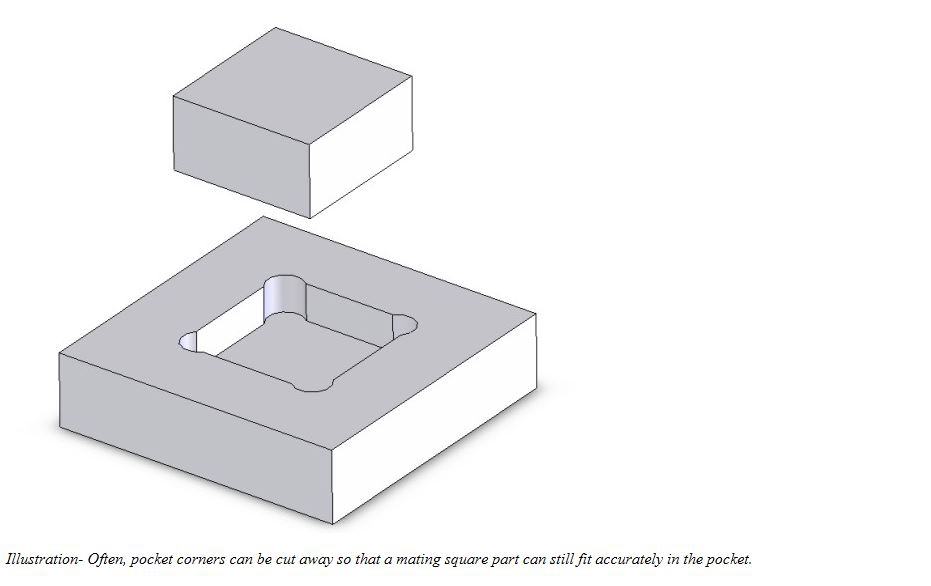
Dodatkowe pytanie,
Jaki minimalny promień trzeba zakładać dla frezowania w narożnikach?
A co by zmieniło, gdyby zrobić bez podłogi, głowica mogła by stać na podłodze od zasobnika. /przedłużyło by się podłogę zasobnika zastępując tę część podłogi w głowicy/.
Przy zastosowaniu podejścia typu: najpierw 4 otwory w narożnikach wiertłem 1,5mm.
Potem centralny otwór 4,7mm.
Zostaje materiał jak na rysunku tutaj:
Te pozostałości można by już frezarką wyrównać?
[ Dodano: 2017-01-02, 10:48 ]
Szanowni Państwo, a może tak przerobioną głowicę da się już bez problemu wykonać na CNC?
Uprzejma prośba o rzucenie okiem na załączone rysunki i wymiarowanie.
Główna zmiana to pozbycie się podłogi która będzie pochodziła z przedłużenia zasobnika.
Ten otwór musi umożliwić temu walcowi na przesunięcie się pod otwór na końcu głowicy.
Walec ma 4,55mm w podstawie i 4,6mm wysokości. Powinien móc się poruszać wewnątrz głowicy płynnie bez zbędnych oporów.
Jedyny krytyczny wymiar tego elementu to 5.1mm szerokości głowicy przy wyjściu na końcu i 6mm w podstawie.
To nie musi być idealny kwadrat ale walec musi przecisnąć się gładko bez oporów.
To całe zadanie, podawanie przez tłok tych walców do głowicy i do otworu 4,7mm wyjściowego.
Głowica jest przykręcona do zasobnika z walcami skąd już tłok go wypycha do głowicy.
A może w narożnikach najpierw wywiercić mini otworki 0,5mm ?
Dodatkowe pytanie,
Jaki minimalny promień trzeba zakładać dla frezowania w narożnikach?
A co by zmieniło, gdyby zrobić bez podłogi, głowica mogła by stać na podłodze od zasobnika. /przedłużyło by się podłogę zasobnika zastępując tę część podłogi w głowicy/.
Przy zastosowaniu podejścia typu: najpierw 4 otwory w narożnikach wiertłem 1,5mm.
Potem centralny otwór 4,7mm.
Zostaje materiał jak na rysunku tutaj:
Te pozostałości można by już frezarką wyrównać?
[ Dodano: 2017-01-02, 10:48 ]
Szanowni Państwo, a może tak przerobioną głowicę da się już bez problemu wykonać na CNC?
Uprzejma prośba o rzucenie okiem na załączone rysunki i wymiarowanie.
Główna zmiana to pozbycie się podłogi która będzie pochodziła z przedłużenia zasobnika.
- Załączniki
-
- Do produkcji.rar
- (320.65 KiB) Pobrany 117 razy
pozdrawiam
Zb
Zb






