")
Anodowane 4 elementy na szynie , w sumie nawet nie było 1 dm2 powierzchni. Czas ok 40 minut szyna z 28 cm ( barwnik brązowy argus do tkanin : http://allegro.pl/argus-barwnik-do-tkan ... ml#thumb/1 )
Dodałem linka - dokładnie taki kupiony brązowy - łapie kolor i czerwony(stężony jak chwycił to wyszedł super
U mnie na kilka prób ani razu nie chwycił czarny, popielaty, szary, beżowy.
Ja dawałem mocno stężony - 1 saszetka na mniej niż szklankę wody - bardziej rozwodniony zawsze była lipa jaśniutkie wychodziło.
Wracając do problemu : cztery detale na szynie , równo rozmieszczone czas j.w. i jeden prawie oki , 2 ledwo złapane, 1 nie ruszony....
Jaki prąd zapodać detale w sumie mają 1 2 dm2 powierzchni .
Planuję kupić zasilacz Podejdzie taki gdy docelowo do anodowania by szły detale o łącznej powierzchni ze 3 dm2 max:
http://allegro.pl/zasilacz-laboratoryjn ... 50267.html
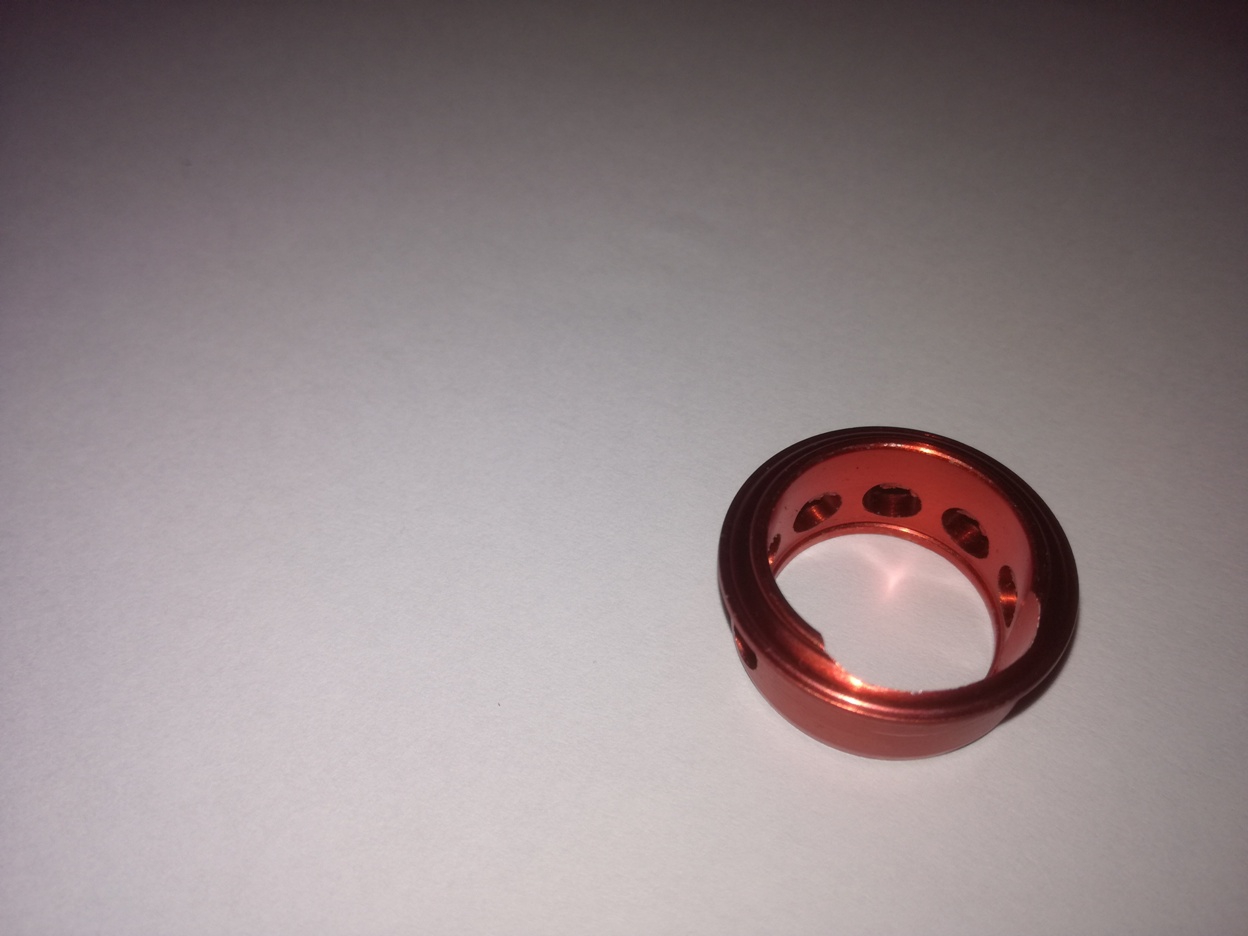
Dodaję fotki . Ten czerwony to był robiony prostownikiem - wisiały 4 lub 5 - wyszły 2 sztuki