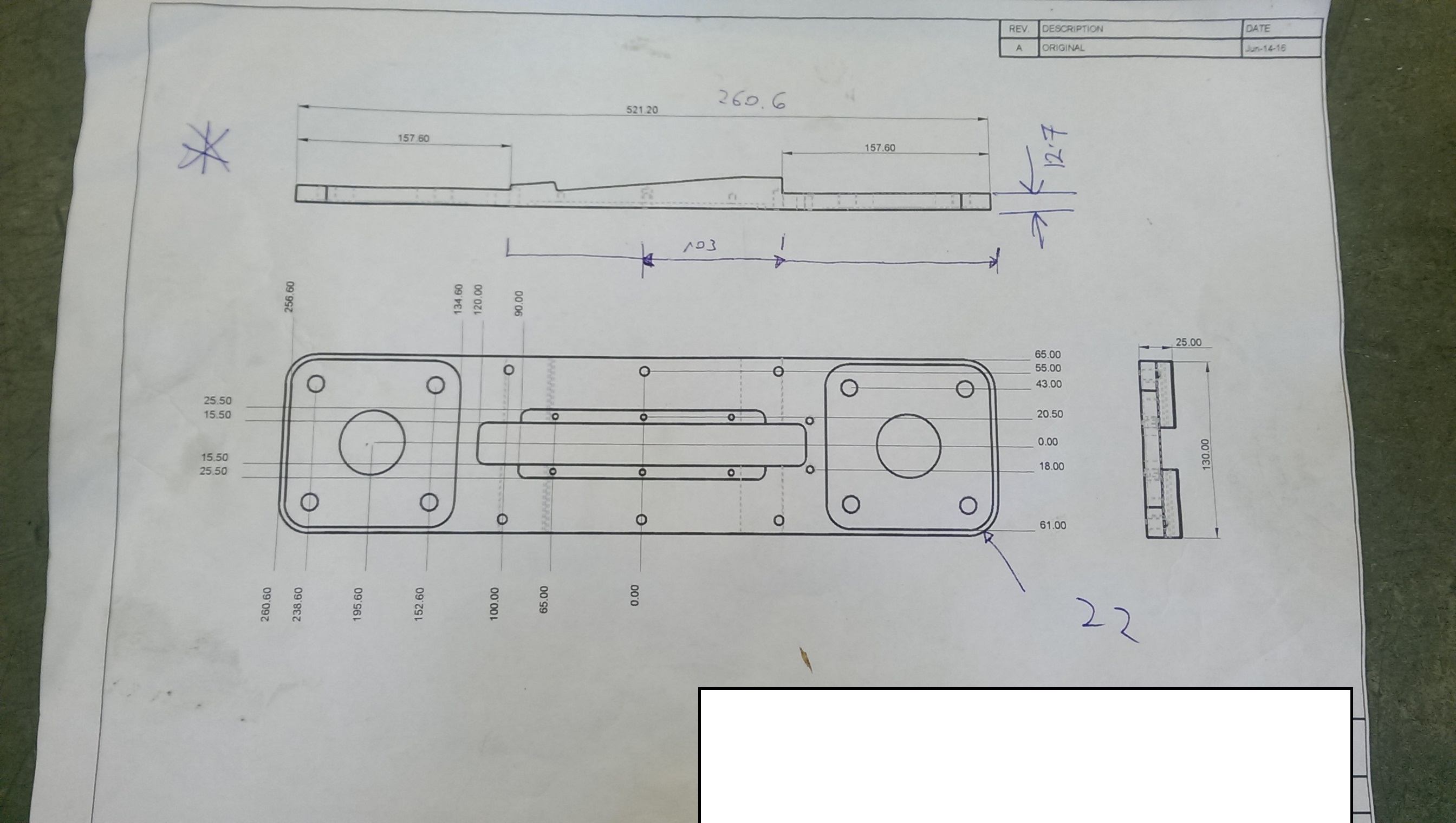
Dla przykładu zamieszczam dane ostatniego problemu

Obsługa, Programowanie i Budowa Maszyn Numerycznych








")
")
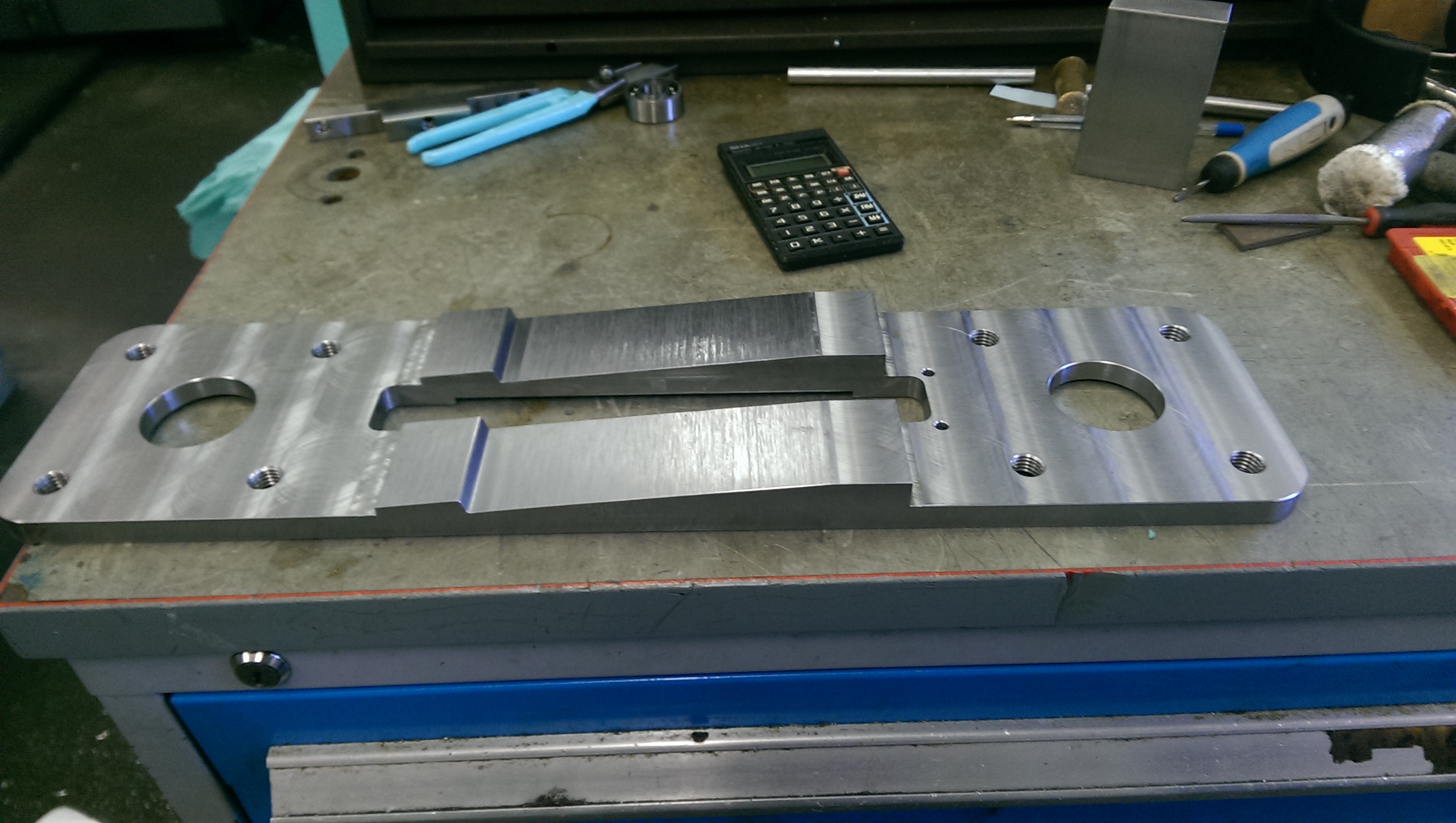
zdjęcie warstwy przez ostrze zawsze powoduje zgniot na powierzchni obrobionej. Im większe parametry lub przekrój zdejmowanego wióra tym głębiej sięga umocniona warstwa. A po odmocowaniu zwyczajnie się rozpycha powodując wygięcietomoos pisze: podpowiedzi co o tym decyduje i na co zwracać uwagę żeby unikać takich problemów
Nie tylko kwestia naprężeń od frezowania, ale bardziej naprężeń, które siedzą w materiale wyjściowym. Pytanie podstawowe z czego to wykonujesz. Bo jeśli z blachy czy nie daj Boże z płaskownika 25, to trudno oczekiwać czegoś innego. Odprężać możesz przez obróbkę cieplną,tomoos pisze:Jak np. miała by wyglądać ta obróbka odprężająca przed skrawaniem.

na przykład wibracyjnatomoos pisze:ak np. miała by wyglądać ta obróbka odprężająca przed skrawaniem.
")
Jeszcze jest kwestia zaprojektowania detalu, o której nikt nie wspomniał. Pewne geometrie są z natury sztywne, a inne mają tendencje do dużych odkształceń.CFA pisze:Nie tylko kwestia naprężeń od frezowania, ale bardziej naprężeń, które siedzą w materiale wyjściowym. Pytanie podstawowe z czego to wykonujesz. Bo jeśli z blachy czy nie daj Boże z płaskownika 25, to trudno oczekiwać czegoś innego. Odprężać możesz przez obróbkę cieplną,tomoos pisze:Jak np. miała by wyglądać ta obróbka odprężająca przed skrawaniem.
czasem wystarczy zebranie trochę wstępne odmocowanie, prostowanie i daleej, ewentualnie jakieś wibrowanie albo nawet tylko piaskowanie (ale to przy cienszych sztukach).
To są wszystko naprężenia wewnętrzne.ma555rek pisze:Warto zauważyć ze wibrowanie skuteczne jest dla naprężeń punktowych typu spoina w której przekroczona zostaje granica plastyczności na skutek nałożenia się naprężeń spawalniczych i wibracyjnych.
A tu mamy usunąć naprężenia "masowe"???






