



")
Toczylem takich gwintow w nierdzewce bardzo duzo..pytanie tylko ktory gatunek..
Generalnie najlepiej noz z plytka wlasnie pod ten material, ja uzywalem Sandvika
Z parametrami nie szalalem, ogolnie Vc okolo 20 metrow..przy fi 6 wyjdzie pewnie gdzies okolo 1000obr
Glebokosc skrawania 0.05 -0.1 na strone
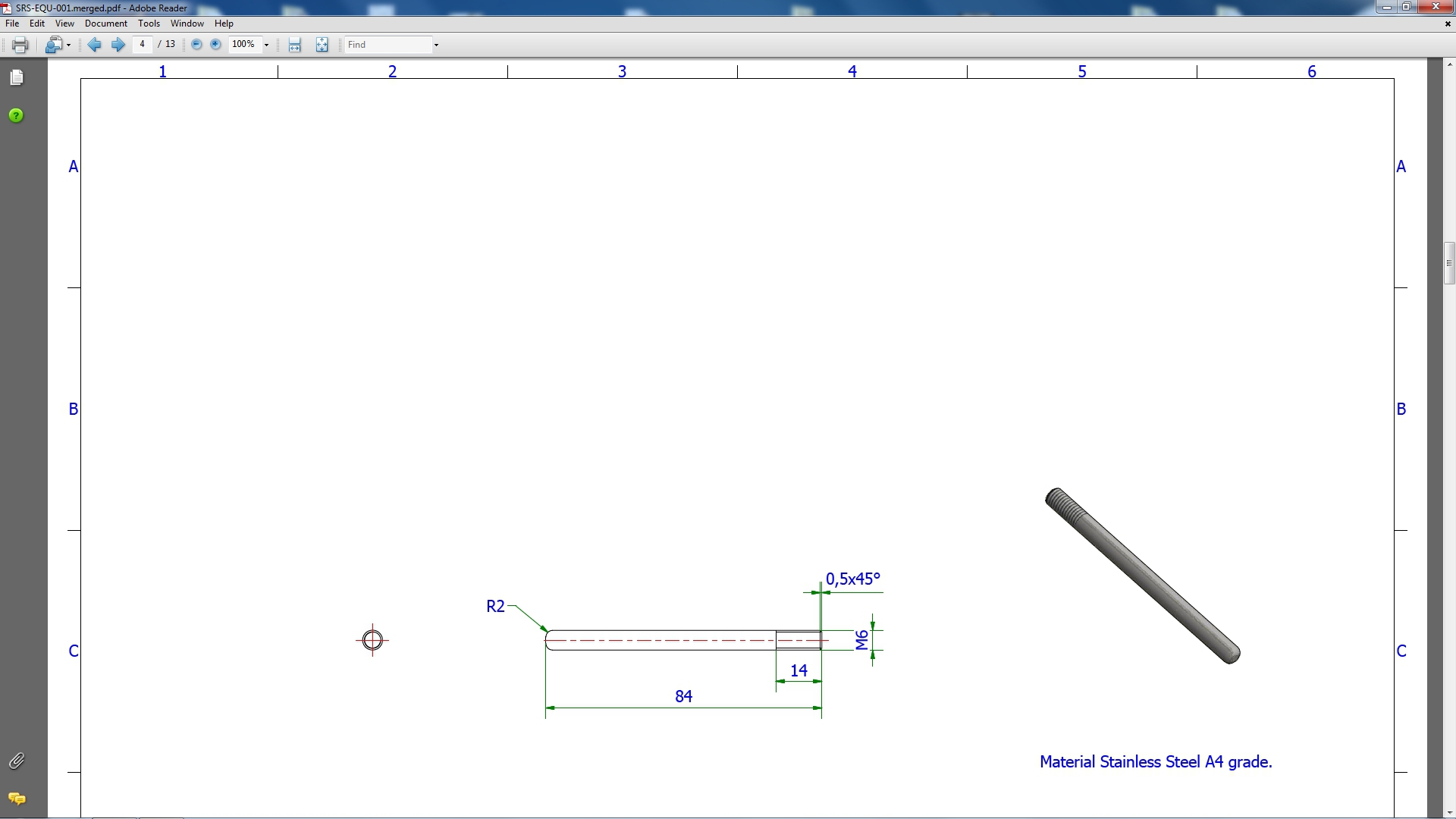
Jedyny problem ktory widze to wlasnie z wytoczeniem gwintu M6 na dlugosci 16mm, mozesz miec problem z utrzymaniem powtarzalnosci
pozdr
Toczenie i gwintowanie nierdzewki


-
kolec7
- Specjalista poziom 3 (min. 600)
")
- Posty w temacie: 1
- Posty: 984
- Rejestracja: 01 mar 2009, 22:40
- Lokalizacja: Poznań
- Kontakt:
Raczej bezproblemowo....blasterpl pisze:Myślę ze ø 6 i 8 trzeba nagwintować narzynka , ø 12 i 16 nożem.Czy taka narzynka wytrzyma ≈ 120 gwintowańhttp://allegro.pl/narzynka-m6-6g-hsse-i ... 71031.html
"W życiu piękne są tylko chwile...."
-
MacGregor
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 254
- Rejestracja: 12 wrz 2006, 20:14
- Lokalizacja: Białystok
Kolego, przecież masz "numeryka" Mori, wrzucasz wszytko na maszynę, raz ustawiasz i jazda!blasterpl pisze:Myślę ze ø 6 i 8 trzeba nagwintować narzynka , ø 12 i 16 nożem.Czy taka narzynka wytrzyma ≈ 120 gwintowań
Po co Ci te zabawy z narzynką?
Chyba że już pozbyłeś się maszynki, bo widziałem że próbowałeś sprzedać?
POZDRAWIAM
")
-
MacGregor
- Specjalista poziom 1 (min. 100)
- Posty w temacie: 3
- Posty: 254
- Rejestracja: 12 wrz 2006, 20:14
- Lokalizacja: Białystok
Spróbuj chociaż, zapewniam Ciebie że będzie dobrze.blasterpl pisze:Mori jest nadal na stanie , ø 6 i 8 chce gwintować narzynka z powodu ewentualnych problemów ze sztywnością tak małych średnic. Jak mam to na maszynie "lizać" po 0.01mm aby się nie uginało to CHYBA lepiej narzynka . Nie wspomnę ze takie "lizanie" nierdzewki to szybki koniec płytki.
W razie jak jednak jakimś cudem będzie Ci odpychało, to zastosuj gwint stożkowy(na początku dajesz mniej) i po sprawie.
Robiłem i robię gwinty nawet M3 na tokarce CNC(takiej jak Twoja, no może trochę młodszej) i nie uśmiecha się Mi żeby specjalnie bawić się z narzynką.
Oczywiście już nie wspominam o tym że narzędzie ostre i w geometrii, no i jak najkrótszy wysięg materiału, jak tego nie uwzględnisz to nic Ci nie wyjdzie.
To tylko 16mm gwintu można powiedzieć całe Nic.
Spróbuj.
POZDRAWIAM
-
 WZÓR
WZÓR
- Moderator
-
Lider FORUM (min. 2000)
")
- Posty w temacie: 3
- Posty: 7977
- Rejestracja: 01 sty 2009, 20:01
- Lokalizacja: Oława
Ale komplikujesz....MacGregor pisze:Spróbuj chociaż, zapewniam Ciebie że będzie dobrze. ...blasterpl pisze:Mori jest nadal na stanie , ø 6 i 8 chce gwintować narzynka z powodu ewentualnych problemów ze sztywnością tak małych średnic. Jak mam to na maszynie "lizać" po 0.01mm aby się nie uginało to CHYBA lepiej narzynka . Nie wspomnę ze takie "lizanie" nierdzewki to szybki koniec płytki.
Narzynką nie lubisz robić ?
P.s.
@ blasterpl - przesyłka doszła ?
Mariusz.
Pomagam w:
HAAS - frezarki, tokarki
HAAS - frezarki, tokarki






