



")
Jako Tokarz amator mam pewien problem z wytoczeniem przedmiotu. Wytoczyłem już tulejkę piękną świecącą ze stali 235 (chyba bo ze złomu była ale łatwo się toczy i nie hartuje się)
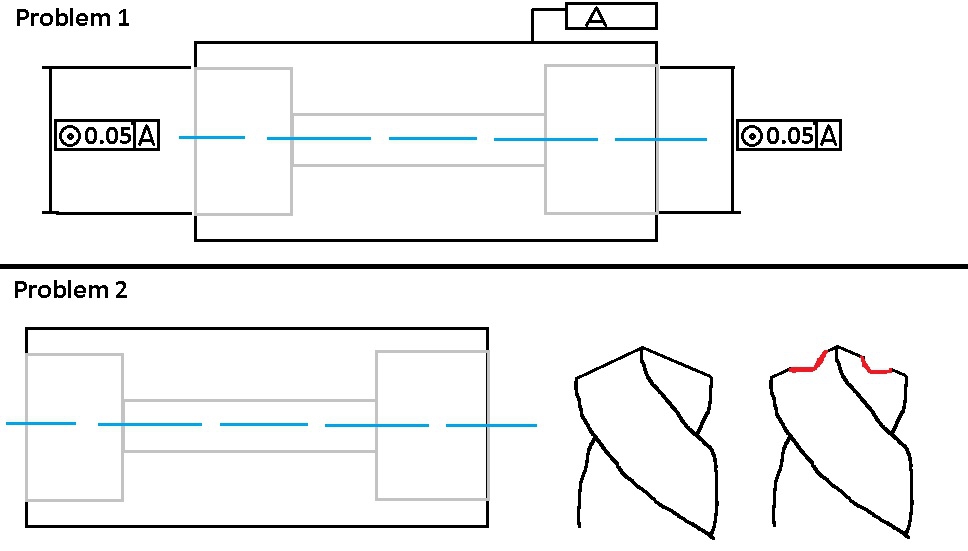
No i teraz PROBLEM 1.
Chciałbym w niej wytoczyć po dwóch stronach otwory pod łożyska. Żeby to miało sens otwory muszą być koncentryczne wobec siebie, no ale czujnik zegarowy mogę przyłożyć tylko do powierzchni zewnętrznej tulei więc zwymiarowałem sobie tak jak na rysunku. No i ok. Wkładam tulejkę w szczęki, przykładam czujnik i pokazuje mi zakres 0-0.5 mm. Po stukaniu i pukaniu młotkiem i kręceniu detalem w szczękach udało mi się zejść do 0-0.2mm. Potem jeszcze wpadłem na pomysł i poluzowałem śruby z tyłu uchwytu i znów stukanie młotkiem - udało się zejść do 0-0.15mm i dalej nie wiem - co jeszcze można zrobić żeby poprawić ten wynik?
PROBLEM 2
Podczas robienia otworu przelotowego w tulei (fi14) uznałem że zrobie to w dwóch operacjach: najpierw wiertłem fi 8 a potem fi 14. Problem w tym że ósemka poszła nawet ok, ale 14 wydaje odgłosy jakby pilnikiem do drewna jeździć po nożu. Na dodatek po wyjęciu wiertła widać na nim ubytki takie jak zaznaczone na rysunku na czerwono. Dlaczego tak się dzieje i jak temu przeciwdziałać? Wiertło jest ostre bo naostrzyłem a jak wezme inny wałek w którym nie ma otworu to ta 14tka wchodzi bardzo ładnie. Jak żyć?



")

")







