Obróbka prętu
: 28 cze 2016, 13:06
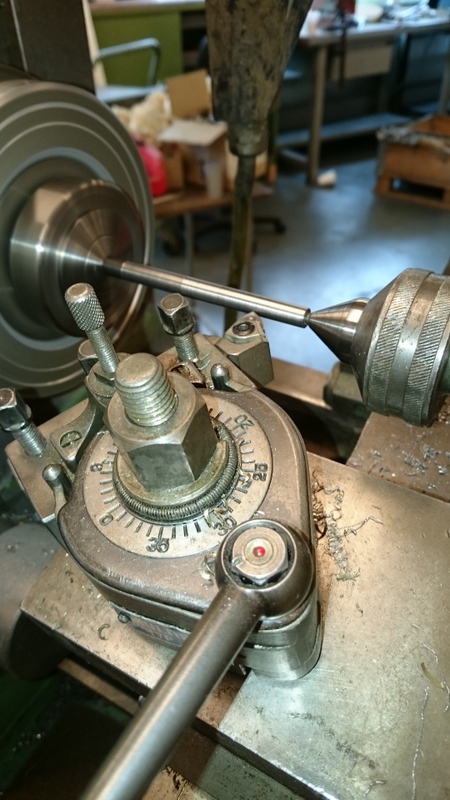
Muszę zmniejszyć średnicę prętu, wydaje mi się że to się stal sprężynowa nazywa.
Próbowałem na tokarce, zbierać po 0,1mm ale powierzchnia wygląda jak pilnik.
Czasami zbiera, czasami w ogóle nie dotyka prętu. Pierwsze warstwy były ładne, gładkie.
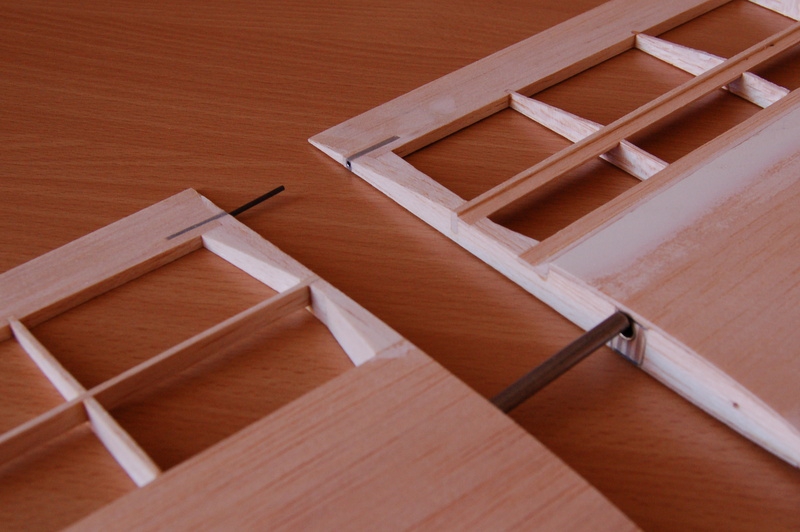
Mam taki pręt o średnicy fi 5mm i rurkę mosiężną "pasującą" do niego, czyli ciut większą niż 5mm.
Zawsze ich używałem do łączenia skrzydeł samolotów zdalniesterowanych i było dobrze.
Rurkę wkleiłem już w jedną część skrzydła, prętu jeszcze nie i przy dopasowywaniu wszystkiego zauważyłem że jest luz.
Te pręty mają wszystkie średnicę fi 5mm a okazuje się że kilka tych rurek które mam, mają średnicę wewnętrzną od fi 5,05mm do 5,2mm. Wkleiłem tą ostatnią...
Czym taką stal sprężynową można obrobić, jak na torkarce nie idzie?
Próbowałem ją też czubkiem młotka poobijać do okoła, ale coś nie wiele to dało ( drugie zdjęcie)


Próbowałem na tokarce, zbierać po 0,1mm ale powierzchnia wygląda jak pilnik.
Czasami zbiera, czasami w ogóle nie dotyka prętu. Pierwsze warstwy były ładne, gładkie.
Mam taki pręt o średnicy fi 5mm i rurkę mosiężną "pasującą" do niego, czyli ciut większą niż 5mm.
Zawsze ich używałem do łączenia skrzydeł samolotów zdalniesterowanych i było dobrze.
Rurkę wkleiłem już w jedną część skrzydła, prętu jeszcze nie i przy dopasowywaniu wszystkiego zauważyłem że jest luz.
Te pręty mają wszystkie średnicę fi 5mm a okazuje się że kilka tych rurek które mam, mają średnicę wewnętrzną od fi 5,05mm do 5,2mm. Wkleiłem tą ostatnią...
Czym taką stal sprężynową można obrobić, jak na torkarce nie idzie?
Próbowałem ją też czubkiem młotka poobijać do okoła, ale coś nie wiele to dało ( drugie zdjęcie)